-
-
Leistungen
-
Wärmebehandlung
-
+Komplettlösungen
-
Service
KomplettlösungenMechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!
-
- Ansprechpartner
- Karriere bei SWF
- Unternehmen
-
Leistungen

Wärmebehandlung
Präzision & Reproduzierbarkeit: Wärmebehandlung bei SWF Siegen mit modernster Technik & individuellem Konzept ▶ Verfahren & Vorteile entdecken!

Komplettlösungen
Mechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!

Service
Kompetenter Service rund um Wärmebehandlung: Härteprüfung, Metallanalyse & Metallkurier mit ISO-zertifizierter Präzision
Gasoxinitrieren
Gasoxinitrieren

Das Gasoxinitrieren gehört zu den Gasnitrierverfahren und wird eingesetzt, wenn konventionelles Gasnitrieren bei bestimmten Werkstoffen an seine Grenzen stößt. Insbesondere höher legierte und chromhaltige Stähle neigen zur Ausbildung einer stabilen Passivschicht an der Oberfläche. Diese dünne Oxidschicht schützt zwar vor Korrosion, erschwert jedoch das Eindringen von Stickstoff in den Werkstoff. In der Folge können ungleichmäßige oder zu geringe Randschichthärten entstehen.
Beim Gasoxinitrieren werden dem Gas zum Nitrieren gezielt oxidierend wirkende Gasanteile beigemischt. Der Prozess beginnt mit einer kontrollierten äußeren Oxidation der Bauteiloberfläche. Dabei wird die bestehende Passivschicht chemisch verändert und durch eine für Stickstoff durchlässigere Eisenoxidschicht ersetzt. Diese aktivierte Oberfläche ermöglicht eine gleichmäßigere Stickstoffaufnahme und unterstützt den anschließenden Aufbau der Verbindungsschicht und der Diffusionszone. Das Verfahren wird unterhalb der Umwandlungstemperatur des Stahls durchgeführt, sodass keine martensitische Gefügeumwandlung erfolgt und die Bauteilgeometrie weitgehend erhalten bleibt.
Für Bauteile aus korrosionsbeständigen (ugs. nichtrostenden) sowie höher chromlegierten Stählen bietet das Gasoxinitrieren eine technisch fundierte Möglichkeit, auch bei passivitätsneigenden Werkstoffen eine nitrierfähige Oberfläche herzustellen. Unter geeigneten Bedingungen können auch Schüttgutteile behandelt werden. Die konkrete Eignung hängt von Werkstoffzusammensetzung, Oberflächenzustand und Vorreinigung ab und wird im Vorfeld bewertet.
Vorteile des Gasoxinitrierens
- Aktivierung passivierter Stahloberflächen vor oder während des Nitrierens
- Vermeidung von Fehlstellen wie Weichfleckigkeit oder unbehandelten Bereichen
- Gleichmäßiger Aufbau einer geschlossenen Verbindungsschicht
- Unterstützung einer reproduzierbaren Randschichthärte auch bei höher legierten Stählen
- Verbesserung der Prozesssicherheit bei anspruchsvollen Werkstoffen

Anlagennutzmaße: ≤ 900×900x1500 mm
Stückgewichte: ≤ 2500 kg
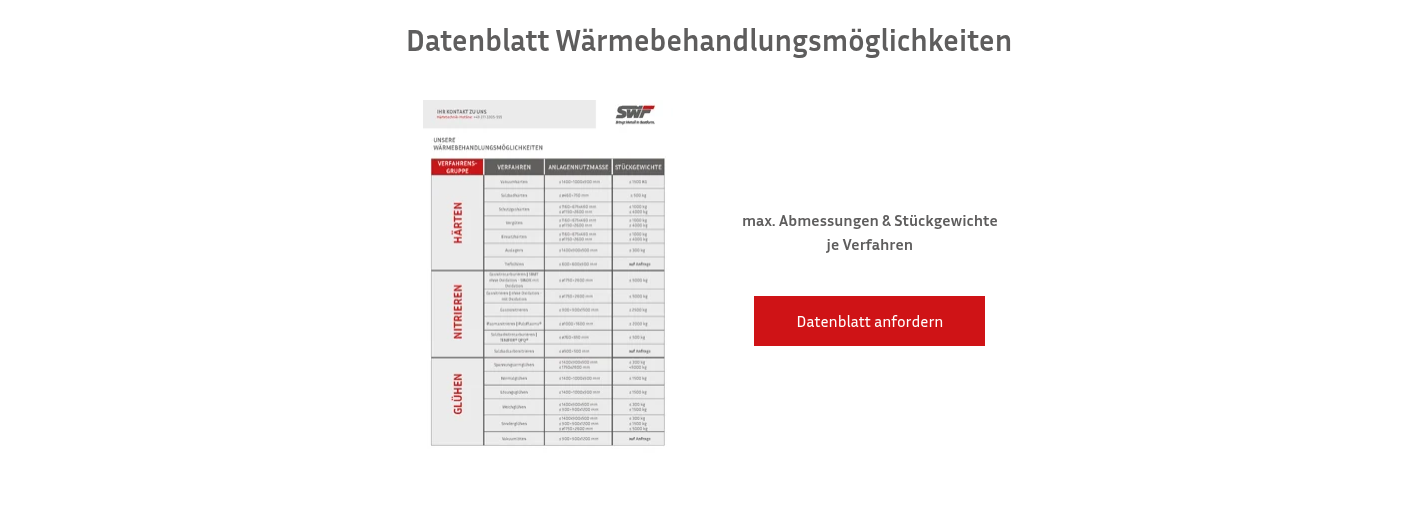
Im Datenblatt Wärmebehandlungsmöglichkeiten und Kapazitäten sind unsere Verfahren mit den zugehörigen Anlagennutzmaßen und den max. Stückgewichten in einer Übersicht tabellarisch dargestellt.
Sprechen Sie uns zu geeigneten Werkstoffen an, wir beraten Sie gerne.
Was ist Gasoxinitrieren
Das Gasoxinitrieren ist eine Variante des Gasnitrierens und zählt damit zu den thermochemischen Randschichtbehandlungen. Ziel dieser Verfahren ist es, die Oberfläche eines Stahlbauteils mit Stickstoff anzureichern, um eine harte und verschleißbeständige Randschicht auszubilden. Dabei entstehen typischerweise eine sogenannte Verbindungsschicht an der Oberfläche sowie eine darunterliegende Diffusionszone, in der Stickstoff im Werkstoff gelöst vorliegt.
Im Unterschied zum klassischen Gasnitrieren wird beim Gasoxinitrieren die Ofenatmosphäre gezielt um oxidierend wirkende Gaskomponenten ergänzt. Das Verfahren bleibt grundsätzlich ein gasbasiertes Nitrierverfahren, erweitert jedoch die Prozessführung um einen definierten Oxidationsschritt zu Beginn oder in der frühen Phase der Behandlung. Diese Anpassung ist insbesondere bei Werkstoffen relevant, die aufgrund ihres Legierungsgehaltes eine stabile Passivschicht ausbilden.
Grundprinzip: oxidierende Gasanteile zur Oberflächenaktivierung
Die wesentliche Besonderheit des Gasoxinitrierens liegt in der kontrollierten Oberflächenaktivierung. Bei hoch chromhaltigen oder korrosionsbeständigen Stählen bildet sich an der Bauteiloberfläche eine dünne, dichte Chromoxidschicht. Diese wirkt als Diffusionsbarriere für Stickstoff und kann den Nitrierprozess erheblich behindern.
Durch die gezielte Zugabe oxidierender Gasanteile wird die bestehende Passivschicht chemisch verändert. Anstelle der blockierenden Chromoxidstruktur entsteht eine reaktive Eisenoxidschicht, die für Stickstoff durchlässiger ist. Dadurch wird die Stickstoffaufnahme in der Anfangsphase des Nitrierens erleichtert und der Aufbau der Verbindungsschicht unterstützt.
Das Gasoxinitrieren dient somit nicht primär der Oxidation als Selbstzweck, sondern der Herstellung definierter Randbedingungen für einen stabilen und reproduzierbaren Nitrierprozess. Die genaue Ausprägung des Effekts hängt vom Werkstoff, vom Oberflächenzustand sowie von der Prozessführung innerhalb der Anlage ab.
Abgrenzung: Gasoxinitrieren vs. Nachoxidieren
Das Gasoxinitrieren ist nicht mit dem Nachoxidieren zu verwechseln. Beide Verfahren nutzen oxidierende Atmosphären, unterscheiden sich jedoch im Zeitpunkt und in der Zielsetzung.
Beim Gasoxinitrieren erfolgt die gezielte Oxidation zu Beginn oder in der frühen Phase des Nitrierprozesses. Ziel ist die Aktivierung der Bauteiloberfläche, um eine verbesserte Stickstoffaufnahme zu ermöglichen und den Aufbau der Verbindungsschicht prozesssicher zu unterstützen.
Das Nachoxidieren hingegen wird im Anschluss an eine Nitrier- oder Nitrocarburierbehandlung durchgeführt. Dabei steht nicht die Aktivierung, sondern die gezielte Ausbildung einer dünnen Oxidschicht im Vordergrund. Diese kann das Korrosionsverhalten beeinflussen und zu einer dunklen Oberflächenoptik führen.
Gasoxinitrieren dient somit primär der Prozessstabilisierung bei passivitätsneigenden Werkstoffen, während Nachoxidieren eine ergänzende Maßnahme zur Anpassung der Oberflächeneigenschaften darstellt.
Warum Gasoxinitrieren notwendig sein kann: Passivschichten und Fertigungsrückstände
Beim konventionellen Gasnitrieren wird atomarer Stickstoff aus der Prozessatmosphäre gebildet und in die Randschicht des Bauteils eingelagert. Voraussetzung für einen gleichmäßigen Schichtaufbau ist eine reaktionsfähige, metallisch saubere Oberfläche. In der Praxis sind diese Bedingungen jedoch nicht immer gegeben.
Insbesondere höher legierte und korrosionsbeständige Stähle bilden eine stabile Passivschicht aus Chromoxid. Diese wenige Nanometer dünne Schicht ist für die Korrosionsbeständigkeit des Werkstoffs wesentlich, blockiert jedoch gleichzeitig das Eindringen von Stickstoff. Die Folge können lokal verminderte Schichtdicken, Weichfleckigkeit oder vollständig unbehandelte Bereiche sein.
Auch Fertigungsrückstände wie Kühlschmierstoffe, Reinigungschemikalien oder Silikate können dichte, teilweise glasartige Sperrschichten erzeugen. Werden diese nicht vollständig entfernt, beeinträchtigen sie die Reaktionsfähigkeit der Oberfläche. Selbst bei korrekt eingestelltem Nitrierpotenzial lässt sich dann keine gleichmäßige Verbindungsschicht ausbilden.
Ziel des Verfahrens: prozesssichere Stickstoffaufnahme und Schichtaufbau
Das Gasoxinitrieren setzt genau an dieser Problematik an. Durch die gezielte äußere Oxidation wird die bestehende Passivschicht strukturell verändert oder aufgebrochen. Die entstehende Eisenoxidschicht weist eine höhere Durchlässigkeit für Stickstoff auf und fördert die Reaktionskinetik in der Anfangsphase des Nitrierens.
Ziel ist es, die Randbedingungen für eine stabile Verbindungsschichtbildung zu schaffen und die Ausbildung einer ausreichend dicken Diffusionszone zu ermöglichen. Dadurch können bei geeigneter Werkstoff- und Oberflächenvorbereitung gleichmäßigere Schichtverläufe erzielt werden, selbst bei Stählen, die im reinen Gasnitrierverfahren als schwer nitrierbar gelten.
Der Erfolg des Gasoxinitrierens hängt jedoch wesentlich von der Art und Ausprägung der Passivierung sowie vom Grad der Oberflächenverunreinigung ab. Stark ausgeprägte oder chemisch resistente Sperrschichten können eine zusätzliche mechanische oder chemische Vorbehandlung erforderlich machen. Eine sachgerechte Vorreinigung bleibt daher auch bei Einsatz dieses Verfahrens eine zentrale Voraussetzung.

Ablauf des Gasoxinitrierens
Ein prozesssicheres Gasoxinitrieren setzt eine strukturierte Vorgehensweise voraus, bei der Werkstoff, Bauteilgeometrie und Oberflächenzustand systematisch bewertet werden. Ziel ist es, stabile Randbedingungen für die Oberflächenaktivierung und den anschließenden Nitrierprozess zu schaffen. Dabei spielen sowohl die Vorbehandlung als auch die präzise Steuerung der Ofenatmosphäre eine entscheidende Rolle.
Der typische Ablauf lässt sich wie folgt zusammenfassen:
- Technische Prüfung der Anfrage
Zu Beginn werden Werkstoffangaben, Legierungszusammensetzung, gewünschte Randschichteigenschaften und Bauteilabmessungen bewertet. Bei höher legierten oder korrosionsbeständigen Stählen wird insbesondere die Passivierungsneigung berücksichtigt. - Bewertung des Oberflächenzustands und der Vorreinigung
Eine metallisch saubere Oberfläche ist Voraussetzung für eine wirksame Aktivierung. Rückstände von Kühlschmierstoffen, Reinigungschemikalien oder Silikaten können den Prozess beeinträchtigen. Falls erforderlich, wird eine geeignete Vorbehandlung empfohlen. - Gezielte Oberflächenaktivierung durch oxidierende Gasanteile
In der frühen Prozessphase werden der Nitrieratmosphäre definierte oxidierend wirkende Gaskomponenten beigemischt. Diese führen zu einer kontrollierten äußeren Oxidation der Bauteiloberfläche und verändern die bestehende Passivschicht. - Anschließender Nitrierprozess unter geregeltem Nitrierpotenzial
Nach der Aktivierung erfolgt die eigentliche Stickstoffanreicherung der Randschicht. Entscheidend ist die präzise Überwachung und Regelung von Temperatur, Gaszusammensetzung und Nitrierpotenzial, um eine reproduzierbare Verbindungsschicht und eine definierte Diffusionszone zu erzielen. - Abkühlung und gegebenenfalls weitere Behandlungsschritte
Nach Erreichen der gewünschten Schichtparameter wird das Bauteil kontrolliert abgekühlt. Abhängig von den Anforderungen können weitere Schritte, etwa eine zusätzliche Oxidation zur Beeinflussung des Korrosionsverhaltens, in Betracht gezogen werden.
Eine exakte Prozessüberwachung ist für das Gasoxinitrieren besonders wichtig, da sowohl das Oxidations- als auch das Nitrierpotenzial in einem definierten Verhältnis stehen müssen. Nur bei kontrollierter Atmosphäre lassen sich gleichmäßige Schichtverläufe und reproduzierbare Ergebnisse erzielen.
Geeignete Werkstoffe und Bauteile
Das Gasoxinitrieren wird insbesondere dort eingesetzt, wo klassische Gasnitrierverfahren aufgrund von Passivschichten oder Legierungseffekten an ihre Grenzen stoßen. Die Eignung eines Werkstoffs hängt maßgeblich vom Chromgehalt, von weiteren Legierungselementen sowie vom Oberflächenzustand des Bauteils ab. Eine werkstoffspezifische Bewertung im Vorfeld ist daher unerlässlich.
Typische Werkstoffgruppen sind:
- Korrosionsbeständige und hoch chromlegierte Stähle
Diese Werkstoffe neigen zur Ausbildung einer dichten Chromoxidschicht, die das Eindringen von Stickstoff behindert. Das Gasoxinitrieren kann hier durch gezielte Oberflächenaktivierung die Reaktionsfähigkeit erhöhen und einen gleichmäßigeren Schichtaufbau ermöglichen. Besonders relevant ist das Verfahren bei Stählen mit erhöhtem Chromgehalt, die im reinen Gasnitrierprozess als schwer behandelbar gelten. - Chromlegierte Vergütungs- und Werkzeugstähle
Auch bei legierten Stählen mit mittlerem Chromanteil kann eine verbesserte Anfangsreaktion erzielt werden. Die kontrollierte Oxidation unterstützt den Aufbau einer geschlossenen Verbindungsschicht und kann zu homogeneren Randschichteigenschaften beitragen. - Unlegierte und niedriglegierte Stähle
Bei diesen Werkstoffen ist das klassische Gasnitrieren in der Regel technisch gut beherrschbar. Dennoch kann das Gasoxinitrieren in bestimmten Fällen eingesetzt werden, um die Schichtbildung in der frühen Phase zu beschleunigen oder eine besonders gleichmäßige Verbindungsschicht zu fördern. - Schüttgut aus geeigneten Stählen
Unter bestimmten Voraussetzungen ist auch die Behandlung von Schüttgut aus korrosionsbeständigen oder legierten Stählen möglich. Hier spielen Bauteilgeometrie, Schüttdichte und Oberflächenzustand eine wesentliche Rolle für die Prozessstabilität. Eine Einzelfallprüfung ist erforderlich.
Unabhängig von der Werkstoffkategorie bleibt der Oberflächenzustand entscheidend. Stark passivierte Oberflächen oder chemisch resistente Rückstände können zusätzliche vorbereitende Maßnahmen notwendig machen. Siegener Werkzeug- und Härtetechnik (SWF) bewertet daher vor Beginn der Behandlung die konkrete Materialzusammensetzung und die technischen Anforderungen des Bauteils, um die Eignung für das Gasoxinitrieren fundiert einzuschätzen.
Ergebnisse und Eigenschaften der Randschicht
Das Ziel des Gasoxinitrierens ist die Ausbildung einer definierten, funktionsgerechten Randschicht. Wie bei anderen Nitrierverfahren entsteht eine zweigeteilte Randzone, bestehend aus einer äußeren Verbindungsschicht und einer darunterliegenden Diffusionszone. Beide Bereiche erfüllen unterschiedliche Aufgaben im Hinblick auf Verschleißverhalten und mechanische Belastbarkeit.
Die Verbindungsschicht bildet die äußerste Schicht des Bauteils. Sie setzt sich überwiegend aus Eisennitriden zusammen und zeichnet sich durch eine erhöhte Härte und verbesserte Verschleißbeständigkeit aus. Eine geschlossene und gleichmäßig aufgebaute Verbindungsschicht ist Voraussetzung für eine stabile tribologische Funktion, insbesondere bei gleitenden oder reibbeanspruchten Bauteilen.
Unterhalb der Verbindungsschicht liegt die Diffusionszone. In diesem Bereich ist Stickstoff im Gefüge des Grundwerkstoffs gelöst oder in Form feiner Ausscheidungen eingebunden. Die Diffusionszone trägt zur Erhöhung der Dauerfestigkeit und zur Unterstützung der tragenden Funktion der Randschicht bei. Ihre Tiefe und Ausprägung hängen von Werkstoff, Temperatur, Behandlungsdauer und Prozessführung ab.
Durch die vorgeschaltete oder integrierte Oberflächenaktivierung kann beim Gasoxinitrieren eine gleichmäßigere Anfangsreaktion erreicht werden. Dies unterstützt:
- den zügigen Aufbau einer geschlossenen Verbindungsschicht
- die Reduzierung von lokal unzureichend nitrierten Bereichen
- eine reproduzierbare Randschichthärte bei passivitätsneigenden Werkstoffen
In Abhängigkeit vom Werkstoff sind funktionsrelevante Eigenschaften wie Verschleißbeständigkeit, Reibverhalten und Warmfestigkeit bis in den Bereich von etwa 600 °C erreichbar. Die konkrete Ausprägung der Eigenschaften ist stets werkstoff- und prozessabhängig und wird an die jeweilige Bauteilanwendung angepasst.
Grenzen und typische Ursachen für nicht ausreichende Wirkung
So wirksam das Gasoxinitrieren bei vielen passivitätsneigenden Werkstoffen ist, das Verfahren hat technische Grenzen. Der Erfolg hängt wesentlich von der chemischen Zusammensetzung des Stahls, vom Zustand der Oberfläche sowie von Art und Menge vorhandener Rückstände ab. Eine realistische Bewertung im Vorfeld ist daher entscheidend.
Typische Einflussfaktoren sind:
- Stark passivierte Oberflächen
Bei sehr hoch chromhaltigen oder besonders stabil passivierten Stählen kann die natürliche Oxidschicht so widerstandsfähig sein, dass die alleinige Aktivierung im Gasprozess nicht ausreicht. In solchen Fällen kann eine zusätzliche mechanische oder chemische Vorbehandlung erforderlich sein, um eine reaktionsfähige Oberfläche herzustellen. - Chemisch resistente Rückstände und Sperrschichten
Bestimmte Reinigungschemikalien, Silikate oder hartnäckige Kühlschmierstoffe können dichte, teilweise glasartige Schichten bilden. Diese verhindern selbst bei oxidierender Atmosphäre das Eindringen von Stickstoff. Eine fachgerechte und werkstoffgerechte Vorreinigung bleibt deshalb eine zentrale Voraussetzung. - Ungeeignete Bauteilgeometrie oder ungünstige Schüttbedingungen
Bei komplexen Geometrien oder dicht gepacktem Schüttgut kann die gleichmäßige Atmosphärenwirkung eingeschränkt sein. Dies kann lokal zu abweichenden Schichtdicken führen und erfordert eine angepasste Chargierung.
Gasoxinitrieren ist somit kein universelles Ersatzverfahren für jede Form von Oberflächenpassivierung. Es erweitert jedoch die prozessualen Möglichkeiten des Gasnitrierens erheblich, sofern Werkstoff, Vorbehandlung und Prozessführung aufeinander abgestimmt sind.
Kapazitäten bei SWF Siegen
Für das Gasoxinitrieren stehen bei SWF in Siegen Anlagen mit Nutzmaßen bis zu 900 × 900 × 1500 mm zur Verfügung. Das maximal zulässige Stückgewicht beträgt bis zu 2500 kg. Damit können sowohl Einzelteile als auch größere Bauteile im Rahmen der angegebenen Abmessungen behandelt werden.
Eine Übersicht aller Wärmebehandlungsmöglichkeiten, Anlagennutzmaße und maximalen Stückgewichte ist im entsprechenden Datenblatt zusammengefasst. Auf dieser Basis lässt sich bereits in der Anfragephase prüfen, ob Bauteilgröße und Chargengewicht für das Gasoxinitrieren geeignet sind.
Beratung und Anfrage
Für eine technisch belastbare Auslegung des Gasoxinitrierens sind präzise Angaben zum Werkstoff, zum Bauteil und zu den gewünschten Randschichteigenschaften erforderlich. Nur auf dieser Grundlage lassen sich Oberflächenaktivierung und Nitrierprozess so abstimmen, dass die angestrebten funktionellen Eigenschaften reproduzierbar erreicht werden.
Für die technische Abstimmung einer Anfrage sind in der Regel folgende Angaben hilfreich:
- Werkstoffbezeichnung oder Werkstoffnummer einschließlich Angabe des Chromgehalts bei höher legierten Stählen
- Zeichnung des Bauteils mit Kennzeichnung der zu behandelnden Bereiche
- Beschreibung relevanter Funktionsflächen und geometrischer Besonderheiten
- Anforderungen an Verbindungsschicht, Diffusionszone oder Oberflächenhärte
- Vorgaben zu Maß- und Formtoleranzen nach der Wärmebehandlung
- Stückzahlen sowie Hinweise auf Einzelteilfertigung oder Serie
- Angaben zum Oberflächenzustand wie z. B. Verwendung von Betriebsstoffen (Kühlschmierstoffe, Reinigungs- und Korrosionsschutzmittel)
Je nach Anwendung können zusätzlich Prüfprotokolle zur Schichtdicke, Härteangaben oder Abnahmezeugnisse vereinbart werden. Art und Umfang einer begleitenden Dokumentation werden im Rahmen der Anfrage abgestimmt.

FAQ Gasoxinitrieren
Gasoxinitrieren ist ein gasbasiertes Nitrierverfahren mit einem kontrollierten Oxidationsschritt zu Beginn oder in der frühen Prozessphase, um passivierte Stahloberflächen zu aktivieren.
- Thermochemische Randschichtbehandlung: Stickstoffanreicherung der Oberfläche zur Erhöhung von Härte und Verschleißbeständigkeit.
- Einsatz besonders bei höher legierten bzw. chromhaltigen Stählen, bei denen eine Passivschicht die Stickstoffaufnahme behindern kann.
- Ziel ist ein gleichmäßiger Aufbau von Verbindungsschicht und Diffusionszone bei prozesssicherer Stickstoffaufnahme.
- Durchführung unterhalb der Umwandlungstemperatur des Stahls: in der Regel geringer Verzug, keine martensitische Gefügeumwandlung.
Der entscheidende Unterschied ist die gezielte Zugabe oxidierend wirkender Gasanteile, die eine passivierte Oberfläche chemisch aktiviert und so die Stickstoffaufnahme in der Anfangsphase verbessert.
- Beim klassischen Gasnitrieren ist eine reaktionsfähige, metallisch saubere Oberfläche Voraussetzung für gleichmäßige Ergebnisse.
- Bei passivitätsneigenden Stählen kann eine dichte Oxidschicht (z. B. Chromoxid) als Diffusionsbarriere wirken.
- Beim Gasoxinitrieren wird diese Sperrwirkung durch eine definierte Oxidation reduziert, um den Schichtaufbau zu stabilisieren.
Wesentlich ist die abgestimmte Regelung von Nitrierpotenzial und Oxidationspotenzial.
Gasoxinitrieren nutzt Oxidation zu Beginn/Frühphase zur Oberflächenaktivierung, während Nachoxidieren nach dem Nitrieren/Nitrocarburieren zur gezielten Ausbildung einer Oxidschicht als Nachbehandlung erfolgt.
- Zeitpunkt: Gasoxinitrieren vor oder während der Stickstoffanreicherung, Nachoxidieren im Anschluss an die thermochemische Behandlung.
- Ziel: Aktivierung und Prozessstabilisierung (Gasoxinitrieren) vs. Anpassung von Korrosionsverhalten und/oder Optik (Nachoxidieren).
- Ergebnis: Gasoxinitrieren unterstützt den Aufbau der Nitrierschicht; Nachoxidieren bildet eine dünne Oxidschicht auf der vorhandenen Randschicht.
Je nach Anforderung können Verfahren auch kombiniert werden (Fall-zu-Fall-Auslegung).
Passivschichten (z. B. Chromoxid) und bestimmte Fertigungsrückstände können die Oberfläche als Diffusionsbarriere abschirmen; Gasoxinitrieren verändert diese Schicht kontrolliert, sodass Stickstoff leichter eindringen kann.
- Passivschichten sind sehr dünn, aber dicht: Sie schützen vor Korrosion, können jedoch die Nitrierreaktion lokal blockieren.
- Rückstände wie Kühlschmierstoffe, Silikate oder Reinigungschemikalien können zusätzliche Sperrschichten erzeugen.
- Typische Folgen ohne Aktivierung: Weichfleckigkeit, ungleichmäßige Schichtdicken oder unbehandelte Bereiche.
- Gasoxinitrieren erzeugt eine für Stickstoff durchlässigere Oxidschicht (Oberflächenaktivierung) und stabilisiert damit die Anfangsreaktion.
Eine metallisch saubere Oberfläche bleibt auch beim Gasoxinitrieren entscheidend; je nach Kontamination sind Entfetten, geeignete Reinigung und ggf. zusätzliche Vorbehandlungen nötig.
- Rückstände (Kühlschmierstoffe, Korrosionsschutzmittel, Silikate) müssen vollständig entfernt werden, um Sperrschichten zu vermeiden.
- Oberflächenzustand und Vorreinigung werden vorab bewertet; bei hartnäckigen Schichten können mechanische oder chemische Vorbehandlungen erforderlich sein.
- Für reproduzierbare Ergebnisse sollten verwendete Betriebsstoffe und Reinigungsmedien in der Anfrage benannt werden.
Bauteile sollten bis zur Behandlung so gehandhabt werden, dass keine erneute Kontamination entsteht (Transport, Verpackung, Handschuhe).
Typisch sind technische Vorprüfung, Bewertung der Oberfläche, kontrollierte Aktivierung durch oxidierende Gasanteile und anschließend das Nitrieren unter geregeltem Nitrierpotenzial.
- Technische Prüfung der Anfrage (Werkstoff, Abmessungen, gewünschte Schichteigenschaften).
- Bewertung des Oberflächenzustands und der Vorreinigung.
- Gezielte Oberflächenaktivierung in der frühen Prozessphase (definierte oxidierende Gasanteile).
- Anschließender Nitrierprozess unter Überwachung von Temperatur, Atmosphäre und Potenzial.
Kontrollierte Abkühlung und ggf. weitere Behandlungsschritte nach Anforderung.
Besonders geeignet sind korrosionsbeständige und höher chromlegierte Stähle sowie chromlegierte Vergütungs- und Werkzeugstähle, wenn Passivierung die Stickstoffaufnahme erschwert.
- Korrosionsbeständige bzw. hochchromlegierte Stähle: Aktivierung kann die Reaktionsfähigkeit der Oberfläche deutlich verbessern.
- Chromlegierte Vergütungs- und Werkzeugstähle: häufig homogenerer Schichtaufbau in der Anfangsphase.
- Un- und niedriglegierte Stähle: meist auch klassisch gut nitrierbar; Gasoxinitrieren kann im Einzelfall zur Prozessstabilisierung eingesetzt werden.
- Schüttgut: grundsätzlich möglich, jedoch abhängig von Schüttdichte, Geometrie und Oberfläche (Einzelfallprüfung).
Es entstehen - wie beim Nitrieren - eine Verbindungsschicht an der Oberfläche und eine Diffusionszone darunter; die Aktivierung unterstützt einen geschlossenen, gleichmäßigen Schichtaufbau und reproduzierbare Härte.
- Verbindungsschicht: überwiegend Eisennitride mit hoher Härte und guter Verschleißbeständigkeit (tribologisch relevant).
- Diffusionszone: stickstoffangereicherter Randbereich zur Unterstützung der Tragfähigkeit und zur Erhöhung der Dauerfestigkeit.
- Schichttiefe und Härte sind werkstoff- und prozessabhängig (Temperatur, Zeit, Potenziale, Oberfläche).
Je nach Werkstoff sind funktionsrelevante Eigenschaften (z. B. Warmfestigkeit) bis in den Bereich von etwa 600 °C erreichbar.
Bei sehr stabilen Passivschichten, chemisch resistenten Sperrschichten oder ungünstigen Chargierbedingungen kann die Wirkung eingeschränkt sein; dann sind zusätzliche Vorbehandlungen oder Prozessanpassungen erforderlich.
- Sehr hoch chromhaltige bzw. stark passivierte Stähle: Aktivierung im Gasprozess kann allein nicht ausreichen.
- Chemisch resistente Rückstände (z. B. bestimmte Silikate oder hartnäckige Medien): können trotz oxidierender Atmosphäre blockieren.
- Komplexe Geometrien oder dicht gepacktes Schüttgut: eingeschränkte Atmosphärenwirkung kann zu lokalen Abweichungen führen.
- Abhilfe: werkstoffgerechte Vorbehandlung, angepasste Chargierung und abgestimmte Prozessführung.
Da Gasoxinitrieren unterhalb der Umwandlungstemperatur erfolgt, ist der Verzug in der Regel gering; Maßänderungen ergeben sich vor allem aus dem Randschichtaufbau und sollten bei engen Toleranzen berücksichtigt werden.
- Keine martensitische Gefügeumwandlung: geometrische Stabilität wird grundsätzlich unterstützt.
- Einflussfaktoren für Maßänderungen: Schichtdicke, Bauteilgeometrie, Eigenspannungen aus Vorbearbeitung, Chargierung.
- Für kritische Funktionsflächen sollten Behandlungsbereiche, Toleranzen und Nacharbeitsspielräume in der Anfrage benannt werden.
Bei hohen Anforderungen kann eine Abstimmung zu Prüfumfang und Dokumentation sinnvoll sein (z. B. Schichtdicke, Härteverlauf).
Bei SWF stehen Anlagen mit Nutzmaßen bis 900 × 900 × 1500 mm und einem maximal zulässigen Stückgewicht bis 2500 kg zur Verfügung.
- Behandlung von Einzelteilen und größeren Bauteilen innerhalb der Nutzmaße möglich.
- Die Eignung hängt zusätzlich von Chargierung, Geometrie und Oberflächenzustand ab.
- Für die Anfragephase ist ein Abgleich mit dem Datenblatt (Nutzmaße, Gewichte) sinnvoll.
Für die Auslegung sind Werkstoffangaben, Bauteilzeichnung, gewünschte Randschichteigenschaften sowie Toleranzen und Informationen zum Oberflächenzustand erforderlich.
- Werkstoffbezeichnung oder Werkstoffnummer (bei höher legierten Stählen inklusive Chromgehalt).
- Bauteilzeichnung mit Kennzeichnung der zu behandelnden Bereiche und relevanter Funktionsflächen.
- Anforderungen an Verbindungsschicht, Diffusionszone bzw. Oberflächenhärte und ggf. Prüf-/Abnahmeumfang.
- Maß- und Formtoleranzen nach der Wärmebehandlung, Stückzahlen und Losgrößen.
Hinweise zu eingesetzten Betriebsstoffen und Reinigungs-/Korrosionsschutzmitteln (zur Bewertung möglicher Sperrschichten).
Leistungsübersicht
Wärmebehandlung



Kontaktieren Sie unsere Spezialisten in der Wärmebehandlung.

