-
-
Leistungen
-
Wärmebehandlung
-
+Komplettlösungen
-
Service
KomplettlösungenMechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!
-
- Ansprechpartner
- Karriere bei SWF
- Unternehmen
-
Leistungen

Wärmebehandlung
Präzision & Reproduzierbarkeit: Wärmebehandlung bei SWF Siegen mit modernster Technik & individuellem Konzept ▶ Verfahren & Vorteile entdecken!

Komplettlösungen
Mechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!

Service
Kompetenter Service rund um Wärmebehandlung: Härteprüfung, Metallanalyse & Metallkurier mit ISO-zertifizierter Präzision
Plasmanitrieren
Plasmanitrieren:
Randschichtgehärtete Bauteile

Das Plasmanitrieren ermöglicht eine kontrollierte Randschichthärtung von Stahlbauteilen unter sauberen Prozessbedingungen und mit einer präzise einstellbaren Schichtausbildung. In der Vakuumkammer entsteht durch eine elektrische Hochspannungsentladung ein Plasma, das die Bauteiloberfläche gezielt aktiviert die Diffusion von Stickstoff ermöglicht. Da die Behandlungstemperaturen in einem vergleichsweise niedrigen Bereich liegen und sich exakt regeln lassen, bleibt das Grundgefüge des Werkstoffs in der Regel unbeeinflusst. Maßänderungen und Verzüge werden dadurch deutlich reduziert, was das Verfahren besonders für toleranzkritische und hochbeanspruchte Komponenten prädestiniert.
Die homogene Temperaturführung sowie die definierte Zusammensetzung der Prozessgase ermöglichen eine reproduzierbare Einstellung von Verbindungsschicht und Diffusionszone. Dadurch kann der Schichtaufbau gezielt auf die jeweiligen tribologischen oder korrosionsrelevanten Anforderungen abgestimmt werden, beispielsweise bei Werkzeugstählen sowie bei hochlegierten, korrosionsbeständigen Edelstählen, deren passive Oberfläche den Stickstoffeintrag bei konventionellen Nitrierverfahren erschwert. Da keine oxidierenden Rückstände entstehen und die Bauteile nahezu metallisch blank aus dem Prozess kommen, ist in der Regel keine Nacharbeit erforderlich.
Vorteile des Plasmanitrierens:
- Geringe Maßänderungen durch niedrige Behandlungstemperaturen
- Gezielt einstellbare Verbindungsschicht und Diffusionszone
- Hohe Verschleißbeständigkeit und verbessertes Gleitverhalten
- Saubere Oberfläche ohne Behandlungsrückstände
- Hochlegierte Stähle sind nitrierbar
- Abdeckung von Teilbereichen möglich
- Anschließende Beschichtung durch verbindungsschichtarmen Prozess möglich
- Ressourcenschonendes, umweltfreundliches Verfahren mit reduziertem Gas- und Energieeinsatz

Anlagennutzmaße: ≤ ø1000×1600 mm
Stückgewichte: ≤ 2000 kg
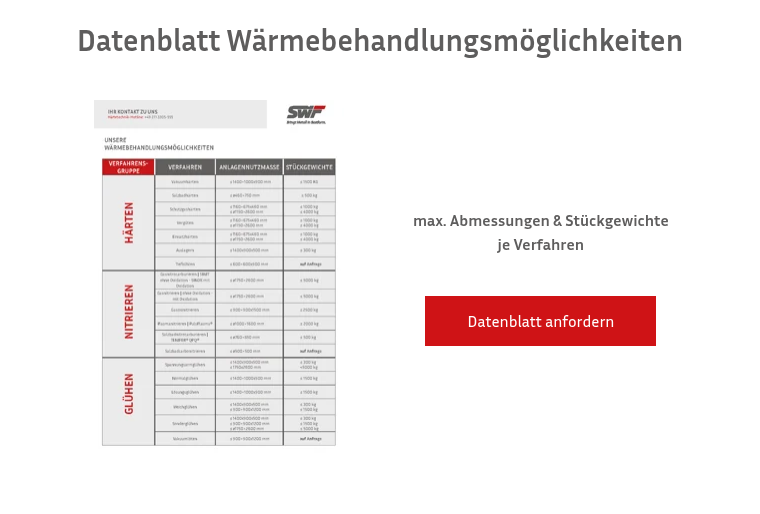
Im Datenblatt Wärmebehandlungsmöglichkeiten und Kapazitäten sind unsere Verfahren mit den zugehörigen Anlagennutzmaßen und den max. Stückgewichten in einer Übersicht tabellarisch dargestellt.
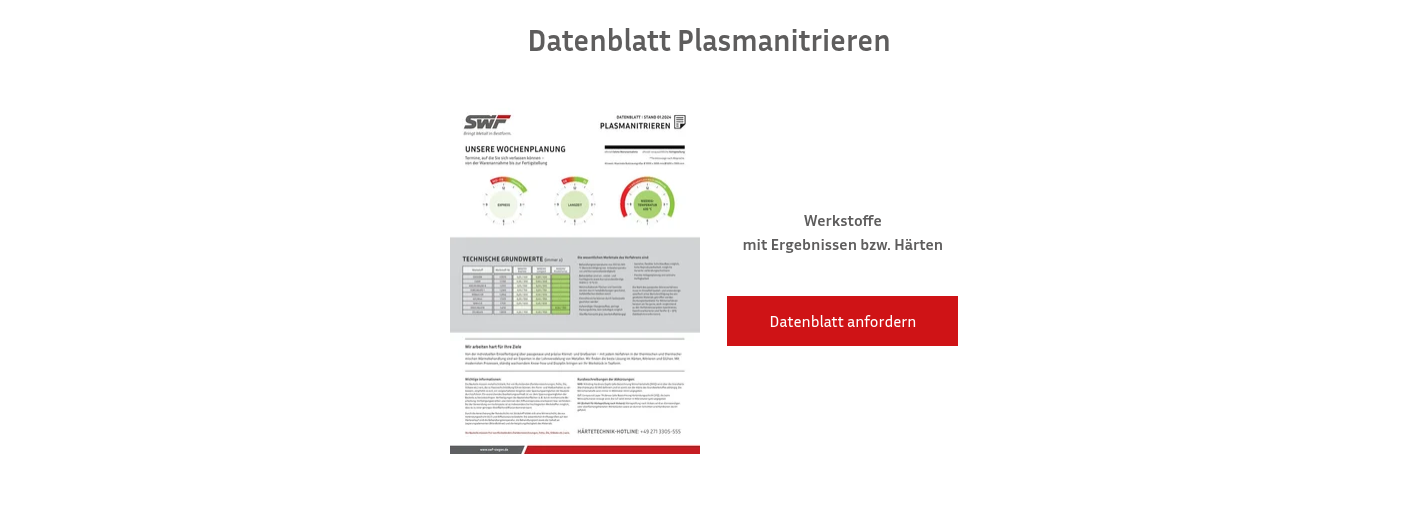
Im Datenblatt Plasmanitrieren sind die mit unseren Verfahren erreichbaren, üblichen Ergebnisse wie Oberflächenhärten, Nitrierhärtetiefen sowie Verbindungsschichtdicken, sofern verfügbar, angegeben.
Nachfolgende Werkstoffe werden oft behandelt:
Unlegierte Baustähle
| 1.0577 | S355J2 |
| 1.0570 | St52-3 |
Vergütungsstähle
| 1.7225 | 42CrMo4 |
| 1.0503 | C45 |
| 1.7707 | 30CrMoV9 |
Nitrierstähle
| 1.8550 | 34CrAlNi7 |
| 1.8519 | 31CrMoV9 |
Einsatzstähle
| 1.7131 | 16MnCr5 |
Werkzeugstähle für Kaltarbeit
| 1.2312 | 40CrMnMoS8-6 |
| 1.2842 | 90MnCrV8 |
| 1.2379 | X155CrVMo12-1 |
| 1.1730 | C45W |
Werkzeugstähle für Warmarbeit
| 1.2343 | X38CrMoV5-1 |
Hochwarmfeste Stähle
| 1.4913 | X19CrMoNbVN11-1 |
| 2.4668 | NiCr19Fe19Nb5Mo3 |
Rost- und säurebeständige Stähle
| 1.4301 | X5CrNi18-10 |
| 1.4571 | X 6CrNiMoTi17-12-2 |
| 1.4404 | X2CrNiMo17-12-2 |
| 1.4112 | X90CrMoV18 |
Nichtrostende martensitische Stähle
| 1.4122 | X35CrMo17 |
Weitere Werkstoffe sind auf Anfrage möglich.
Plasmanitrieren im Überblick: Verfahren und Einsatzbereiche
Die Plasmanitrierung ist ein thermochemisches Verfahren zur Randschichthärtung von Stahlbauteilen. Grundlage ist eine Glimmentladung, die zwischen Ofenwand und Werkstück in einer Vakuumkammer entsteht. Durch diese ionisierte Gasatmosphäre wird die Oberfläche aktiviert und die Aufnahme von Stickstoff ermöglicht, ohne dass das Grundgefüge oder die Oberflächenqualität wesentlich beeinträchtigt wird. Da der Prozess bei Unterdruck arbeitet und keine oxidierenden Reaktionsprodukte erzeugt, bleibt die Oberfläche so gut wie metallisch blank und frei von Behandlungsrückständen.
Der Temperaturbereich beim Plasmanitrieren liegt typischerweise zwischen etwa 350 °C und 580 °C. Die vergleichsweise niedrigen Temperaturen verringern die Gefahr von Verzug und ermöglichen die Behandlung auch dann, wenn Bauteile durch frühere Wärmebehandlungen nur begrenzte thermische Belastungen zulassen. Durch die regelbare Prozessführung lassen sich sowohl Verbindungsschicht als auch Diffusionszone gezielt beeinflussen, sodass sich das Verfahren flexibel an unterschiedliche Werkstoffeigenschaften und Belastungsprofile anpassen lässt.
Plasmanitrierung: Verfahrensablauf
Der Prozess des Plasmanitrierens bei der Siegener Werkzeug- und Härtetechnik GmbH (SWF) folgt einer klar definierten Abfolge, die auf reproduzierbare Ergebnisse und eine präzise Einstellung der Randschicht abzielt:
- Bauteilvorbereitung und Reinigung:
Für einen stabilen Nitrierprozess müssen die Oberflächen frei von Fetten, Oxiden und Rückständen sein. Eine geeignete Vorreinigung stellt sicher, dass die Plasmaentladung gleichmäßig an der Bauteiloberfläche wirken kann. Optional ist ein Abdecken von Teilbereichen, die nicht nitriert werden sollen, möglich. - Chargenaufbau und Positionierung im Ofen
Die Bauteile werden elektrisch leitend mit der Kathode verbunden. Der Aufbau der Charge beeinflusst die Homogenität der Plasmaverteilung und damit die Gleichmäßigkeit der Schichtbildung. - Evakuieren der Kammer und Aufheizen
Die Ofenkammer wird auf einen definierten Unterdruck gebracht. Anschließend erfolgt das Aufheizen auf die angestrebte Behandlungstemperatur, die später maßgeblich die Diffusionsgeschwindigkeit bestimmt. - Erzeugen der Plasmaentladung
Durch das Anlegen einer Hochspannung zwischen Kathode (Bauteile) und Anode (Ofenwand) entsteht eine Glimmentladung. Das ionisierte Prozessgas aktiviert die Oberfläche und ermöglicht die Aufnahme von Stickstoff. - Stickstoffdiffusion und Schichtausbildung
Während der Haltezeit bildet sich die Verbindungsschicht und darunter die Diffusionszone. Die Zusammensetzung der Gase, die Spannung und der Druck steuern die Entwicklung der Schichtmorphologie. - Abkühlung unter Vakuum oder Schutzgas
Nach Abschluss der Reaktion wird die Kammer kontrolliert abgekühlt. Da keine oxidierenden Bestandteile vorliegen, bleiben die Oberflächen weitestgehend metallisch blank und optisch unverändert.
Diese schrittweise Prozessführung ermöglicht es, Verbindungsschichtdicke und Nitrierhärtetiefe so einzustellen, dass sie die tribologischen oder korrosionstechnischen Anforderungen des jeweiligen Bauteils erfüllen. Die sich durch die Plasmanitrierung einstellende Oberflächenhärte ist maßgeblich von dem verwendeten Werkstoff und dessen Legierungselementen abhängig bzw. festgelegt.
Prozessparameter: Temperatur, Zeit und Schichtdicke
Die wesentlichen Einflussgrößen der Plasmanitrierung sind Temperatur, Haltezeit und die Zusammensetzung der Prozessgase. Sie bestimmen, wie schnell und tief Stickstoff in den Werkstoff diffundiert und welche Schichtstrukturen sich ausbilden. Da das Verfahren im Vergleich zu anderen Nitrierverfahren bei niedrigen Temperaturen arbeitet, bleibt das Grundgefüge stabil, was Verzugsrisiken deutlich reduziert.
Die Behandlungstemperatur liegt typischerweise im Bereich von etwa 350 °C-580 °C. Niedrigere Temperaturen werden eingesetzt, wenn die vorangegangene Wärmebehandlung des Werkstoffs keine hohen thermischen Belastungen mehr zulässt, wenn besonders maßhaltige Bauteile behandelt werden müssen oder wenn eine verbindungsschichtarme Oberfläche gewünscht wird (zum Beispiel für eine spätere Beschichtung). Höhere Temperaturen beschleunigen die Diffusion, wirken sich aber je nach Werkstoff unterschiedlich auf Härte und Schichtmorphologie aus.
Die Haltezeit definiert die Dauer, in der der Stickstoff in die Randschicht eindringen kann. Eine längere Behandlungsdauer führt zu einer größeren Nitrierhärtetiefe (NHD – englisch „Nitriding-Hardness-Depth“), während kurze Zyklen zur gezielten Einstellung dünner Randschichten genutzt werden. Die tatsächliche Nitrierhärtetiefe hängt jedoch immer auch vom Werkstoff ab; legierte Stähle mit ausgeprägter Nitrierneigung erreichen andere Werte als austenitische oder hochlegierte Werkstoffe.
Der Schichtaufbau des Plasmanitrierens ergibt sich aus dem Zusammenspiel aller Parameter. Dazu gehört zum einen die Dicke der Verbindungsschicht (Abkürzung VS), die meist im Bereich weniger Mikrometer/µm liegt und auch als CLT (aus dem Englischen Compound-Layer-Thickness) bezeichnet wird. Zum anderen ist die Tiefe der Diffusionszone, welche in der Regel im zehntel-mm-Bereich liegt, relevant. Über die Prozessführung lässt sich der Aufbau der Verbindungsschicht gezielt steuern – sie kann verstärkt, reduziert oder nahezu vollständig vermieden werden, wenn dies für nachfolgende Beschichtungen oder tribologische Anforderungen notwendig ist.

Vorteile des Plasmanitrierens
Das Plasmanitrieren verbindet eine präzise steuerbare Randschichtbildung mit einer besonders kontrollierten Prozessführung. Da der Prozess unter Vakuum und ohne oxidierende Reaktionsprodukte abläuft, bleiben die Oberflächen nahezu metallisch blank und frei von Rückständen. Gleichzeitig ermöglichen die niedrigen Behandlungstemperaturen eine Randschichthärtung, die mit sehr geringer Maßänderung einhergeht und somit auch für toleranzkritische Bauteile geeignet ist.
Für viele Anwendungen ergeben sich daraus funktionale Vorteile:
- Geringe Maßänderungen aufgrund niedriger Temperaturen und diffusionsbasierter Härtung
- Saubere Bauteiloberflächen, da keine Oxidation oder Rückstände entstehen
- Gezielt einstellbare Schichtstrukturen, angepasst an Verschleiß-, Reib- oder Beschichtungsanforderungen
- Eignung für hochlegierte und rostbeständige Stähle, deren passive Oberflächen klassische Gasnitrierprozesse erschweren können
- Teilnitrierung durch mechanische Abdeckung, z. B. bei lokal begrenzten Funktionsflächen
- Reproduzierbarkeit, da Druck, Gaszusammensetzung, Temperatur und elektrische Parameter exakt geregelt werden
Im Vergleich zu konventionellen Nitrierverfahren werden keine toxischen Prozessgase verwendet, und die Emissionen gasförmiger Reaktionsprodukte fallen deutlich geringer aus. Der Energieeinsatz konzentriert sich auf die elektrische Hochspannungsentladung sowie die Temperaturführung in der Vakuumkammer, sodass der Gesamtprozess ressourcenschonend betrieben werden kann. Durch die saubere Bauteiloberfläche entfällt zudem eine nachgelagerte Reinigung, was Medien und Prozesszeit spart.
Geeignete Werkstoffe
Das Plasmanitrieren kann für eine breite Palette an Stahlwerkstoffen eingesetzt werden, da die Behandlungstemperaturen vergleichsweise niedrig bleiben und der Stickstoffeintrag über das Plasma auch bei passivierten Oberflächen ermöglicht wird. Entscheidend ist die Nitrierneigung des jeweiligen Werkstoffs: Legierungsbestandteile wie Chrom, Molybdän, Aluminium oder Vanadium beeinflussen, wie sich Verbindungsschicht und Diffusionszone ausbilden. Die Prozessführung kann darauf abgestimmt werden, um die gewünschten Eigenschaften gezielt einzustellen.
Bei uns werden folgende Werkstoffgruppen häufig plasmanitriert.
Unlegierte Baustähle: z. B. 1.0577, 1.0570
Unlegierte Baustähle wie S355J2 (1.0577) oder St52-3 (1.0570) lassen sich durch das Plasmanitrieren oberflächenhärten, wenn robuste, aber nicht extrem harte Funktionsflächen benötigt werden. Die Diffusionszonen fallen im Vergleich zu legierten Stählen häufig ausgeprägter aus, während die maximal erreichbare Oberflächenhärte geringer bleibt. Diese Werkstoffgruppe wird typischerweise für Bauteile eingesetzt, die moderate Verschleißbeständigkeit mit guter Wirtschaftlichkeit verbinden sollen.
Vergütungsstähle: z. B. 1.7225, 1.0503
Vergütungsstähle wie 42CrMo4 (1.7225)oder C45 (1.0503) erreichen durch das Plasmanitrieren einen höheren Verschleißwiderstand an der Oberfläche. Dieses kann die Lebensdauer Ihrer Komponenten wie Wellen, Bolzen oder Maschinenelemente im Einsatz deutlich erhöhen. Beim Plasmanitrieren profitieren sie von einer harten, verschleißfesten Randschicht und einem zähen Kerngefüge, wodurch sie für dynamisch beanspruchte Bauteile prädestiniert sind.
Nitrierstähle: z. B. 1.8550, 1.8519
Stähle wie 34CrAlNi7 (1.8550) und 31CrMoV9 (1.8519) sind für Nitrierverfahren entwickelt worden und erreichen beim Plasmanitrieren definierte Nitrierhärtetiefen und hohe Oberflächenhärten. Sie eignen sich für Funktionsflächen, die dauerhaft hohen Beanspruchungen oder Gleitbelastungen ausgesetzt sind.
Einsatzstähle: z. B. 1.7131
Einsatzstähle wie 16MnCr5 (1.7131) können plasmanitriert werden, wenn Bauteile verschleißfeste Oberflächen benötigen, aber keine zusätzliche Aufkohlung vorgesehen ist. Die Kombination aus belastbarem Grundgefüge und einstellbarer Randschicht macht diese Werkstoffe vielseitig einsetzbar.
Werkzeugstähle für Kaltarbeit: z. B. 1.2312, 1.2842, 1.2379
Werkzeugstähle für Kaltarbeit profitieren in besonderem Maße von der gezielten Randschichthärtung, da sie häufig unter hohen Beanspruchungen und abrasiven Belastungen arbeiten. Werkstoffe wie 40CrMnMoS8-6 (1.2312), 90MnCrV8 (1.2842) und 1.2379 (X155CrVMo12-1) werden beim Plasmanitrieren eingesetzt, um Oberflächen mit hoher Verschleißbeständigkeit zu erzeugen, ohne die Maßhaltigkeit komplexer Werkzeugkonturen zu gefährden. Während 40CrMnMoS8-6 (1.2312)häufig für formgebende Werkzeuge genutzt wird, kommt 90MnCrV8 (1.2842) bei präzisen Schneid- und Stanzwerkzeugen zum Einsatz. 1.2379 (X155CrVMo12-1) eignet sich aufgrund seiner Legierungszusammensetzung besonders für hochbelastete Werkzeuge mit ausgeprägtem Verschleißaufkommen.
Rost- und säurebeständige Stähle: z. B. 1.4301, 1.4404, 1.4571, 1.4122
Rost- und säurebeständige Stähle wie X5CrNi18-10 (1.4301), X2CrNiMo17-12-2 (1.4404), X 6CrNiMoTi17-12-2 (1.4571) sowie martensitische Sorten wie X35CrMo17 (1.4122) können durch Plasmanitrieren oberflächengehärtet werden, obwohl ihre passive Chromschicht in konventionellen Gasnitrierprozessen eine gleichmäßige Stickstoffaufnahme erschwert oder sogar unmöglich macht. Beim Plasmanitrieren ermöglicht die Entpassivierung, der reaktionsträgen Oberfläche dennoch eine gezielte Randschichtbildung, die vor allem die Verschleißfestigkeit erhöht und das Gleitverhalten verbessert. Die konkrete Wirkung hängt dabei stets von der Prozessführung und dem Anwendungsfall ab. Diese Werkstoffgruppe wird häufig für Bauteile eingesetzt, die gleichzeitig korrosionsbeständig und mechanisch belastbar bleiben müssen, etwa in der Lebensmitteltechnik, Chemietechnik oder im allgemeinen Maschinenbau.
Weitere Werkstoffe können je nach Bauteilanforderung individuell geprüft werden.
Eine vollständige Werkstoffübersicht finden Sie in unserem Datenblatt:
Kapazitäten und Anlagentechnik
Bei SWF in Siegen stehen Anlagen zur Verfügung, die auf große Stückgewichte, komplexe Geometrien und unterschiedliche Werkstoffgruppen ausgelegt sind. Die Kombination aus Vakuumtechnik, geregelter Hochspannungsentladung und variabler Gaszusammensetzung ermöglicht eine präzise Steuerung der Randschichtbildung.
Die verfügbaren Kapazitäten erlauben die Behandlung einzelner Werkstücke ebenso wie größerer Chargen:
- Anlagennutzmaße: bis ≤ Ø 1000 × 1600 mm
- Maximales Stückgewicht: bis ≤ 2000 kg
Diese Dimensionen ermöglichen die Bearbeitung von Werkzeugen, Formplatten, großformatigen Maschinenelementen oder Bauteilen mit anspruchsvollen Funktionsflächen. Der Chargenaufbau wird so gestaltet, dass die Plasmaentladung gleichmäßig wirkt und die Schichtausbildung an allen relevanten Bereichen stabil bleibt. Dies ist insbesondere bei komplexen Geometrien oder Bauteilen mit verdeckten Flächen von Bedeutung.
Anfrage, Beratung & Projektablauf
Ein sorgfältig ausgelegter Plasmanitrierprozess beginnt bereits vor der eigentlichen Wärmebehandlung. Deshalb unterstützen wir Kundinnen und Kunden frühzeitig bei der Bewertung des Werkstoffs, der Bauteilgeometrie und der gewünschten Randzoneneigenschaften. Auf dieser Grundlage lässt sich bestimmen, welche Parameter (etwa Behandlungstemperatur, Gaszusammensetzung, elektrische Einstellungen oder Prozessdauer) für das jeweilige Bauteil technisch sinnvoll sind. Ebenso wird geprüft, wie das Plasmanitrieren in eine bestehende Bearbeitungs- bzw. Wärmebehandlungskette eingebunden werden kann, beispielsweise nach dem Vergüten oder vor einer finalen Feinbearbeitung.
Für die technische Abstimmung einer Anfrage sind in der Regel folgende Angaben hilfreich:
- Werkstoffbezeichnung bzw. Werkstoffnummer
Die Nitrierneigung hängt stark von der Legierungszusammensetzung ab und beeinflusst Härteverlauf, Schichtaufbau und mögliche Temperaturfenster. - Bauteilgeometrie und relevante Funktionsflächen
Informationen zu Abmessungen, Wandstärken und funktionskritischen Bereichen unterstützen die Planung des Chargenaufbaus und der Plasmaverteilung. - Bereiche, die nitriert oder gezielt ausgespart werden sollen
Dies beinhaltet Angaben zu abdeckpflichtigen Flächen oder lokal begrenzten Funktionszonen. - Vorbehandlung und Wärmebehandlungshistorie
Etwaige Härteprozesse, Anlasstemperaturen oder mechanische Bearbeitungen bestimmen, welche Temperaturen ohne Beeinflussung des Grundgefüges möglich sind. - Anforderungen an Oberflächenhärte, Nitrierhärtetiefe (NHD) und Verbindungsschichtdicke (CLT)
Zielwerte helfen bei der Auswahl der geeigneten Prozessdauer und Schichtauslegung. - Toleranzen und Maßvorgaben nach der Behandlung
Besonders bei verzugsempfindlichen Bauteilen sind Angaben zur Maßhaltigkeit entscheidend. Eine technische Zeichnung ist immer von Vorteil.
Die Prozessführung wird dokumentiert, sodass sich Schichtaufbau, Härteverlauf und weitere Prüfresultate nachvollziehbar ergänzen und für Serienprozesse reproduzierbar umsetzen lassen.

FAQ Plasmanitrieren
Plasmanitrieren ist ein thermochemisches Nitrierverfahren unter Vakuum, bei dem ein Plasma die Oberfläche aktiviert und Stickstoff in die Randschicht diffundieren lässt. Es wird eingesetzt, um verschleiß- und reibungsbeanspruchte Funktionsflächen bei gleichzeitig hoher Maßhaltigkeit zu verbessern.
- Typische Zielgrößen: höhere Oberflächenhärte, bessere Verschleißbeständigkeit, definiertes Reib-/Gleitverhalten.
- Schichtaufbau: Verbindungsschicht (VS/CLT) + Diffusionszone (DZ).
- Einsatzfelder: Werkzeug- und Formenbau, Maschinenbau (z. B. Wellen, Bolzen), Bauteile mit toleranzkritischen Geometrien.
- Abgrenzung: Es wird nicht das gesamte Grundgefüge umgewandelt, sondern die Randzone diffusionsbasiert verändert.
Plasmanitrieren läuft typischerweise bei etwa 350–580 °C ab, also deutlich unter klassischen Härtetemperaturen. Die niedrige, exakt regelbare Behandlungstemperatur reduziert Maßänderungen und das Verzugsrisiko bei empfindlichen Bauteilen.
- Temperaturwahl hängt ab von: Werkstoff, Vorbehandlung (z. B. Vergüten/Anlassen), geforderter Nitrierhärtetiefe.
- Niedrigere Temperaturen: wenn die vorherige Wärmebehandlungstemperatur nicht überschritten werden soll oder eine verbindungsschichtarme Randzone gewünscht ist.
- Höhere Temperaturen: beschleunigen die Diffusion, können aber je nach Werkstoff Schichtmorphologie und Härte beeinflussen.
- Praxis-Hinweis: Fertigungsbedingte Restspannungen können sich auch bei niedrigen Temperaturen in Form von Maßänderungen zeigen; bei kritischen Bauteilen ist eine geeignete Vorbehandlung (z. B. Spannungsarmglühen) sinnvoll.
Der Prozess besteht aus Reinigung, Chargenaufbau, Evakuieren/Aufheizen, Zünden der Glimmentladung, Diffusionsphase und kontrollierter Abkühlung unter Vakuum oder Schutzgas. Die elektrische Entladung erzeugt ein Plasma, das die Stickstoffaufnahme an der Oberfläche ermöglicht.
- Bauteilvorbereitung: fett-/oxidfreie Oberfläche; ggf. Abdeckung von Bereichen.
- Chargenaufbau: elektrisch leitende Anbindung (Kathode); Positionierung beeinflusst Plasmaverteilung.
- Evakuieren & Aufheizen: definierter Unterdruck; Temperatur stabilisieren.
- Plasmaentladung: Hochspannung zwischen Bauteil (Kathode) und Ofenwand (Anode).
- Haltezeit: Stickstoffdiffusion; Ausbildung von Verbindungsschicht (VS) und Diffusionszone (DZ).
- Abkühlung: unter Vakuum/Schutzgas; geringe Oxidationsneigung.
Beim Plasmanitrieren entsteht eine dünne Verbindungsschicht im µm-Bereich und darunter eine Diffusionszone typischerweise im Zehntel‑mm‑Bereich. Die erreichte Nitrierhärtetiefe (NHD/NHT) hängt vor allem von Temperatur, Zeit und Werkstoff ab.
- Verbindungsschichtdicke (VS/CLT): meist wenige Mikrometer; kann gezielt verstärkt, reduziert oder nahezu vermieden werden.
- Diffusionszone: Randzone mit gelöstem Stickstoff/Nitriden; Tiefe häufig im Zehntel‑mm‑Bereich.
- NHD/NHT: effektive Tiefe der Härtezunahme; steigt i. d. R. mit Haltezeit und Temperatur.
- Werkstoff-Einfluss: Legierungselemente (z. B. Cr, Mo, Al, V) bestimmen Nitrierneigung und erreichbare Werte.
Die Verbindungsschicht ist die äußerste, sehr harte Nitrierschicht an der Oberfläche. Je nach Anwendung kann sie gezielt dick eingestellt oder bewusst verbindungsschichtarm gefahren werden, z. B. wenn eine nachfolgende Beschichtung vorgesehen ist.
- Funktion: hoher Verschleißschutz; beeinflusst Reibung und Gegenkörperverschleiß.
- Risiken bei ungünstiger Auslegung: je nach Einsatz kann eine zu ausgeprägte Verbindungsschicht spröde wirken oder Beschichtungen/Haftung beeinflussen.
- Einstellhebel: Gaszusammensetzung, Druck, Spannung/Leistung, Temperatur und Zeit.
- Praxis: Für PVD/CVD‑Beschichtungen wird häufig eine definierte, eher verbindungsschichtarme Randzone gefordert.
Die Nitrierhärtetiefe beschreibt die Tiefe der Randzone, in der die Härte gegenüber dem Kern erhöht ist. Sie wird aus einem Härteverlauf (Mikrohärte‑Messreihe) bestimmt und in der Praxis oft als NHD (engl. Nitriding Hardness Depth) angegeben.
- Messprinzip: Vickers‑Mikrohärteindrücke vom Rand in Richtung Kern → Härte‑Tiefen‑Profil.
- Grenzhärte: häufig als definierter Abstand zur Kernhärte (z. B. +50 HV) festgelegt (normatives Vorgehen).
- Wichtig: Prüffläche muss geeignet vorbereitet sein (Schliff/Feinschliff), sonst verfälschen Rauheit/Schichtdefekte die Messung.
- Interpretation: NHD/NHT ist werkstoff- und prozessabhängig; gleiche Zeit/Temperatur ergibt bei unterschiedlichen Stählen unterschiedliche Tiefen.
Die erreichbare Oberflächenhärte beim Plasmanitrieren hängt stark vom Werkstoff und seiner Legierung ab und wird häufig als Vickershärte (HV) angegeben. Eine HRC‑Angabe ist bei dünnen Randschichten oft nur eingeschränkt aussagekräftig, weil der Prüfeindruck zu tief in den weicheren Kern reichen kann.
- HV-Prüfung (nach Vickers): eignet sich für dünne Randschichten und Härteverläufe (Mikrohärte).
- HRC-Prüfung (nach Rockwell): sinnvoll eher bei ausreichend großer Eindringtiefe; bei Nitrierschichten besteht Mischhärte‑Risiko (Schicht + Kern).
- Werkstoff-Effekt: Nitrierstähle und legierte Vergütungs-/Werkzeugstähle erreichen i. d. R. höhere Randhärten als unlegierte Baustähle.
- Technische Spezifikation: Härteangaben sollten immer mit Prüfmethode und Prüfkraft (z. B. HV0,5 / HV1 / HV3) angegeben werden.
Plasmanitrieren ermöglicht eine präzise, reproduzierbare Einstellung der Randzone bei gleichzeitig sauberer Oberfläche, weil der Prozess unter Vakuum ohne oxidierende Rückstände abläuft. Das verbessert Verschleißbeständigkeit und Gleitverhalten und reduziert in vielen Fällen Nacharbeitsschritte.
- Prozessvorteile: definierte Gaszusammensetzung, regelbare elektrische Parameter, homogene Temperaturführung.
- Oberfläche: meist nahezu metallisch blank; geringe Oxidation und kaum behandlungsbedingte Rückstände.
- Maßhaltigkeit: niedrige Temperaturen und diffusionsbasierte Randzonenausbildung → geringe Maßänderungen.
- Funktional: Verbindungsschicht und Diffusionszone lassen sich auf Verschleiß-/Reibungsanforderungen auslegen.
- Nachfolgende Prozesse: verbindungsschichtarme Varianten werden genutzt, wenn eine Beschichtung (z. B. PVD/CVD) geplant ist.
Ja, viele hochlegierte und rostbeständige Stähle können plasmanitriert werden, weil das Plasma die passive Oberfläche aktiviert und den Stickstoffeintrag ermöglicht. Die erreichbaren Eigenschaften hängen jedoch stark von Stahlgüte, Prozessführung und Einsatzbedingungen ab.
- Warum Plasma hilft: Entpassivierung/aktivierte Oberfläche erleichtert die Stickstoffaufnahme gegenüber konventionellen Gasnitrierprozessen.
- Zu beachten: Schichttyp, Temperaturfenster und gewünschte Funktion (Verschleiß vs. Korrosionsverhalten) müssen anwendungsbezogen festgelegt werden.
- Beispiele häufig behandelter Gruppen: austenitische Stähle wie 1.4301 (X5CrNi18-10), 1.4404 (X2CrNiMo17-12-2), 1.4571 (X6CrNiMoTi17-12-2) sowie martensitische Sorten wie 1.4122 (X35CrMo17).
- Hinweis: Für rostbeständige Stähle sollte die Spezifikation immer die Einsatzumgebung (Medien, Temperatur, Reibpartner) berücksichtigen.
Plasmanitrieren ist für viele un- bis hochlegierte Stähle geeignet; besonders reproduzierbar reagieren Vergütungs-, Nitrier- und viele Werkzeugstähle. Ob ein Werkstoff die geforderten Randzoneneigenschaften erreicht, hängt von der Nitrierneigung (Legierung) und der Vorbehandlung ab.
- Vergütungsstähle: z. B. 42CrMo4 (1.7225), C45 (1.0503) → verschleißfeste Randzone bei zähem Kern.
- Einsatzstähle: z. B. 16MnCr5 (1.7131) → plasmanitrierbar, wenn keine Aufkohlung vorgesehen ist.
- Werkzeugstähle (Kaltarbeit): z. B. 1.2312 (40CrMnMoS8-6), 1.2842 (90MnCrV8), 1.2379 (X155CrVMo12-1) → gute Maßhaltigkeit bei komplexen Konturen.
- Nitrierstähle: z. B. 1.8550 (34CrAlNi7), 1.8519 (31CrMoV9) → gezielte NHD und hohe Randhärten.
- Entscheidend: Anlasstemperatur/Vorhärte und geforderte VS/NHD‑Werte.
Ja, beim Plasmanitrieren können Bereiche mechanisch abgedeckt werden, sodass nur definierte Funktionsflächen nitriert werden. Voraussetzung ist eine geeignete Konstruktion und eine saubere, prozessstabile Abdeckung im Chargenaufbau.
- Einsatzfälle: Passungen, Dichtflächen, Bereiche für spätere Bearbeitung oder definierte Kontakt-/Klemmflächen.
- Umsetzung: mechanische Abdeckungen/Maskierungen; elektrische Anbindung und Plasmaverteilung müssen berücksichtigt werden.
- Grenzen: Übergangsbereiche zeigen Härte-/Schichtgradienten; bei komplexen Geometrien ist eine Abstimmung des Chargenaufbaus wichtig.
- Tipp für Zeichnungen: Maskierte Flächen eindeutig kennzeichnen, toleranzkritische Bereiche separat bemaßen und gewünschte Randzonenspezifikation pro Funktionsfläche angeben.
Kosten und Durchlaufzeit beim Plasmanitrieren ergeben sich primär aus Werkstoff, Bauteilgröße/Charge, geforderter NHD/CLT, Prozessdauer sowie Prüf- und Dokumentationsumfang. Für eine belastbare Auslegung sind Materialangabe, Zeichnung und Zielwerte für Randzone und Toleranzen entscheidend.
- Kostentreiber: Prozesszeit (Haltezeit), Rüst-/Chargenaufwand, Maskierung/Teilnitrierung, Prüfungen (Härteverlauf, NHD, Schichtaufbau), Dokumentation.
- Technische Eingaben: Werkstoffnummer, Vorbehandlung (z. B. vergütet + Anlasstemperatur), Funktionsflächen, Sollwerte NHD/VS/CLT, Maß- und Formtoleranzen.
- Bauteilhandling: Geometrie, Stückzahl und elektrische Kontaktierung beeinflussen Homogenität und Aufwand.
- Kapazitäten als Rahmen (anlagenspezifisch): bei SWF sind Nutzmaße bis ≤ Ø 1000 × 1600 mm und Stückgewichte bis ≤ 2000 kg angegeben.
- Liefertermin/Flow: hängt zusätzlich von Auslastung, Prüfumfang und ggf. vor- bzw. nachgelagerten Prozessen (z. B. Reinigung, Beschichtung) ab.
Plasmanitrieren kann Druckeigenspannungen in der Randzone erzeugen, die die Dauerfestigkeit positiv beeinflussen können. Wie stark dieser Effekt ausfällt, hängt von Werkstoff, Schichtaufbau (VS/DZ) und Prozessparametern ab.
- Mechanismus: Stickstoffeinlagerung und Nitridausscheidungen können zu einer Volumen-/Gitterdehnung in der Randzone führen und damit Druckeigenspannungen aufbauen.
- Bauteilnutzen: kann die Rissinitiierung an der Oberfläche verzögern und die Biege-/Torsionsdauerfestigkeit sowie Kontakt-/Wälzermüdung positiv beeinflussen (anwendungsabhängig).
- Einflussgrößen: Temperatur, Haltezeit, Gaszusammensetzung/Plasmaführung sowie Zielwerte für Verbindungsschicht (CLT/VS) und Nitrierhärtetiefe (NHD/NHT).
- Randbedingungen: Vorbehandlung (z. B. Vergüten/Anlassen, vorhandener Spannungszustand), Geometrie/Wandstärken und Oberflächenzustand beeinflussen das Ergebnis.
- Einschränkungen: Nachfolgende Wärmebehandlungen, hohe Einsatztemperaturen oder starke mechanische Nachbearbeitung können Eigenspannungen reduzieren.
- Nachweis: Bei Bedarf über Eigenspannungsmessungen (z. B. Röntgendiffraktometrie) und anwendungsspezifische Freigabeprüfungen.
Leistungsübersicht
Wärmebehandlung



Kontaktieren Sie unsere Spezialisten in der Wärmebehandlung.

