-
-
Leistungen
-
Wärmebehandlung
-
+Komplettlösungen
-
Service
KomplettlösungenMechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!
-
- Ansprechpartner
- Karriere bei SWF
- Unternehmen
-
Leistungen

Wärmebehandlung
Präzision & Reproduzierbarkeit: Wärmebehandlung bei SWF Siegen mit modernster Technik & individuellem Konzept ▶ Verfahren & Vorteile entdecken!

Komplettlösungen
Mechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!

Service
Kompetenter Service rund um Wärmebehandlung: Härteprüfung, Metallanalyse & Metallkurier mit ISO-zertifizierter Präzision
Tenifer-Salzbadnitrocarburieren
Tenifer-Salzbadnitrocarburieren

Das Tenifer-Salzbadnitrocarburieren gehört zu den thermochemischen Verfahren, die eine besonders kontrollierte Einstellung der Randschichteigenschaften ermöglichen. Durch die Behandlung in nitrier- und carburierungswirksamen (also stickstoff- und kohlenstoffspendenden) Salzschmelzen entstehen zwei funktionale Bereiche: eine kompakte Verbindungsschicht sowie eine darunterliegende Diffusionszone. Beide tragen dazu bei, die beanspruchten Oberflächen stark belasteter Bauteile gezielt zu optimieren. Die Prozessführung im Salzbad arbeitet zeitflexibel und ermöglicht im Vergleich zu anderen Nitrierverfahren außergewöhnlich kurze Behandlungszeiten, was vor allem bei Serienfertigungen und eng getakteten Produktionsabläufen relevant ist.
Die Oxidations- und Polierstufen der Tenifer-Varianten Q, QP und QPQ wirken ergänzend auf die Oberflächenqualität. Durch die kontrollierte Nachoxidation bildet sich eine feine, gleichmäßig ausgebildete Magnetitschicht, die das Korrosionsverhalten verbessert und eine charakteristische schwarz- bzw. anthrazitfarbene, dunkle Optik erzeugt. Wir arbeiten, abweichend vom Standard, mit dem weiterentwickelten Tenifer N-Verfahren, mit nochmals verbesserter Optik und weiter erhöhtem Korrosionsschutz. Bei QP und QPQ kommt zusätzlich eine mechanische Glättung hinzu, die Rauheit, Reibwerte und tribologische Eigenschaften weiter positiv beeinflusst. Zusammen entsteht ein reproduzierbarer Prozess, der sowohl die funktionalen Anforderungen an Standzeit und Belastbarkeit als auch ästhetische Vorgaben erfüllt.
Für Bauteile aus unterschiedlichsten Stählen bietet das Tenifer-Verfahren, (umgangssprachlich auch Teniferhärten oder Teniferieren) somit eine technologisch ausgereifte und wirtschaftlich effiziente Lösung. Die Kombination aus definierbaren Schichteigenschaften, kurzer Prozessdauer und gleichmäßiger Temperaturführung ermöglicht eine hohe Prozesssicherheit, stabile Maßhaltigkeit und für viele Anwendungen eine deutliche Reduktion des Nachbearbeitungsaufwands.
Vorteile des Salzbadnitrocarburierens/ von Tenifer N
- Verbesserte Verschleißfestigkeit durch nitrier- und carburierbedingte (kurz nitrocarburierte) Randschichtbildung
- Erhöhter Korrosionsschutz
- Stabile Reib- und Gleiteigenschaften für dynamisch beanspruchte Bauteile
- Gute Maßhaltigkeit durch kurze und kontrollierte Prozessführung
- Zeiteffizient für Serienbauteile aufgrund geringer Behandlungsdauer
- Gleichmäßige Schichtausbildung mit reproduzierbaren Ergebnissen

Anlagennutzmaße: ≤ ø760×850 mm
Stückgewichte: ≤ 500 kg
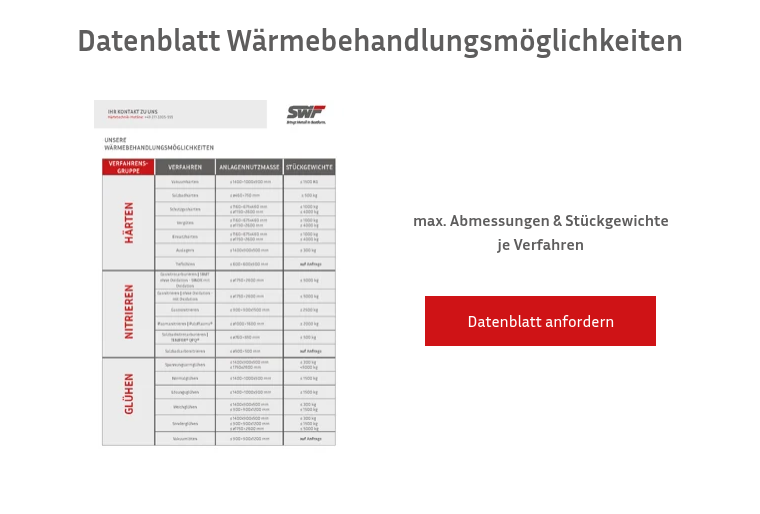
Im Datenblatt Wärmebehandlungsmöglichkeiten und Kapazitäten sind unsere Verfahren mit den zugehörigen Anlagennutzmaßen und den max. Stückgewichten in einer Übersicht tabellarisch dargestellt.
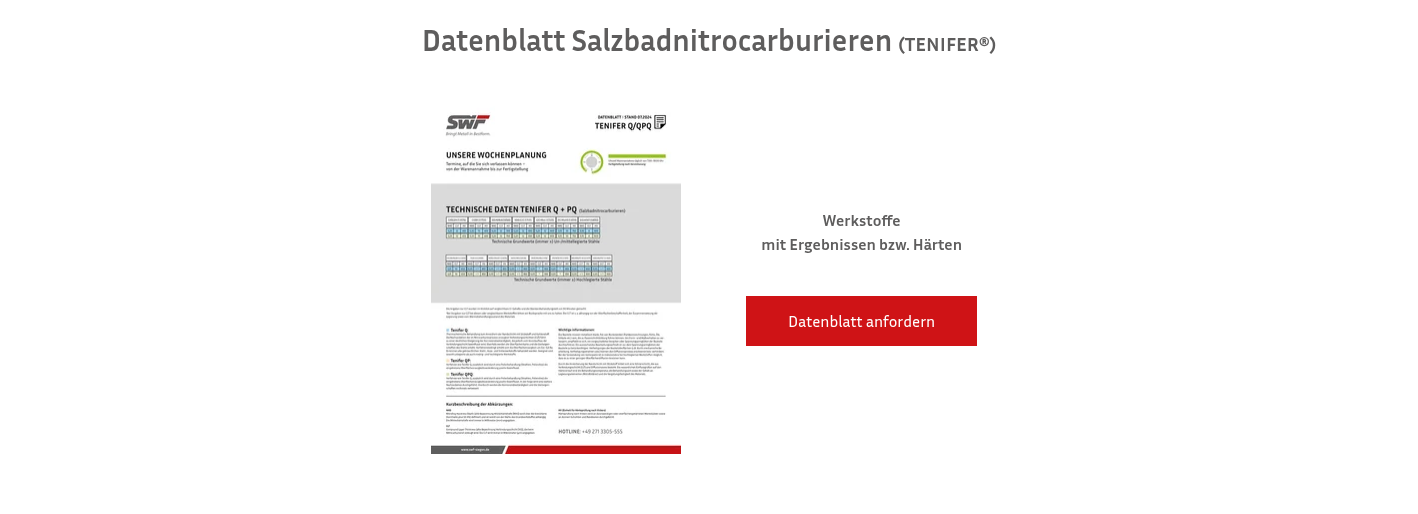
Im Datenblatt TENIFER sind die mit unseren Verfahren erreichbaren, üblichen Ergebnisse wie Oberflächenhärten, Nitrierhärtetiefen sowie Verbindungsschichtdicken, sofern verfügbar, angegeben
Nachfolgende Werkstoffe werden oft behandelt:
Unlegierte Baustähle
| 1.0577 | S355J2 |
| 1.0576 | S355J2H |
Vergütungsstähle
| 1.7225 | 42CrMo4 |
| 1.6580 | 30CrNiMo8 |
| 1.0503 | C45 |
| 1.6582 | 34CrNiMo6 |
| 1.6562 | 40NiCrMo8-4 |
Nitrierstähle
| 1.8519 | 31CrMoV9 |
| 1.8550 | 34CrAlNi7 |
Einsatzstähle
| 1.7131 | 16MnCr5 |
Werkzeugstähle für Kaltarbeit
| 1.1730 | C45W |
| 1.2312 | 40CrMnMoS8-6 |
| 1.2311 | 40CrMnMo7 |
| 1.2083 | X42Cr13 |
| 1.2379 | X155CrVMo12-1 |
| 1.2436 | X210CrW12 |
Werkzeugstähle für Warmarbeit
| 1.2343 | X38CrMoV5-1 |
| 1.2344 | X40CrMoV5-1 |
Rost- und säurebeständige Stähle
| 1.4571 | X 6CrNiMoTi17-12-2 |
| 1.4112 | X90CrMoV18 |
| 1.4301 | X5CrNi18-10 |
Weitere Werkstoffe sind auf Anfrage möglich.
Tenifer-Behandlung: Salzbadnitrocarburieren kurz erklärt
Das Salzbadnitrocarburieren nach dem Tenifer-Verfahren (teilweise fachlich nicht ganz korrekt auch als ‚Tenifernitrieren‘ bezeichnet) ist ein thermochemischer Prozess, bei dem Stickstoff und Kohlenstoff kontrolliert in die Randzone von Stahlbauteilen eingebracht werden. Es handelt sich also genau genommen um eine Kombination aus Nitrieren und Carburieren (Im Englischen nitriding abgeleitet von nitrogen und carburizing abgeleitet von carbon). Die Behandlung erfolgt also in einer stickstoff- und kohlenstoffspendenden Salzschmelze, in der sich definierte Reaktionsbedingungen einstellen lassen. Das Werkstück wird dabei vollständig von der Schmelze umspült, sodass Temperatur und Stofftransport sehr gleichmäßig wirken. Die resultierende Randschicht besteht aus einer Verbindungsschicht mit Eisen- und Carbonitriden sowie einer Diffusionszone, in der Stickstoff und Kohlenstoff im Grundwerkstoff eingelagert sind. Je nach Legierungselementen des Werkstoffs, z. B. bei Vorhandensein von Chrom, werden noch weitere verschleißbeständige Legierungsnitride gebildet.
Das Verfahren arbeitet bei Temperaturen, bei welchen im Grundgefüge keine Umwandlung stattfindet und ist auf kurze Behandlungszeiten ausgelegt. Dadurch bleibt der Einfluss auf das Bauteilgefüge gering und der Verzug überschaubar. Die kontrollierte Reaktionsatmosphäre im Salzbad verhindert ungewünschte Oxidation während der Hauptbehandlung. Die erzeugte Verbindungsschicht legt die späteren tribologischen Eigenschaften fest, während die Diffusionszone für die mechanische Tragfähigkeit der Randschicht sorgt. Je nach Stahlzusammensetzung können Schichtaufbau und Härteverlauf gezielt an Anforderungen bzw. die Zielanwendung angepasst werden.
Tenifer N mit Q, QP und QPQ: Varianten und Prozessschritte
Die Siegener Werkzeug- und Härtetechnik GmbH (SWF) arbeitet im Bereich von Tenifer mit dem modifizierten Tenifer „N“ des Herstellers Durferrit GmbH. Vorteile gegenüber dem Standard ohne „N“ sind eine nochmals schwärzere, gleichmäßigere Optik sowie verbesserte Korrosionsbeständigkeit (durch eine kompaktere Verbindungsschicht bzw. weniger, bis hin zur Freiheit von Stängelporen). Aus Gründen der Übersichtlichkeit verzichten wir in diesen Verfahrensinformationen zum Teil auf den Zusatz „N“ und bezeichnen das Verfahren somit nicht durchgehend als Tenifer „N“, sondern auch als Tenifer.
Der Vollständigkeit halber sei noch erwähnt, dass das Tenifer-Verfahren und das Arcor-Verfahren der Durferrit GmbH sehr ähnliche bzw. artverwandte Verfahren sind, mit welchem sich vergleichbare Eigenschaften bzw. Ergebnisse einstellen lassen.
Die Varianten Q, QP und QPQ des modifizieren Tenifer N-Verfahrens unterscheiden sich vor allem in den nachgeschalteten Behandlungsschritten, die gezielt auf Korrosionsschutz, Rauigkeit und tribologische Eigenschaften wirken. Die Kernbehandlung des Salzbadnitrocarburierens (Tenifer) ist bei allen Varianten identisch. Durch Oxidation und Politur werden jedoch unterschiedliche Schichtcharakteristika erzielt, die für bestimmte Einsatzbedingungen vorteilhaft sind. Im Folgenden sind die typischen Prozessabfolgen der drei Varianten dargestellt. Die Reihenfolge dient als Orientierungsrahmen. Einzelne Parameter wie Temperatur, Zeit und Medienwahl werden bei SWF an den Werkstoff und die Bauteilgeometrie angepasst.
Salzbadnitrocarburieren mit Oxidation
- Salzbadnitrocarburieren mit Ausbildung der Verbindungsschicht und der Diffusionszone
- Direktes Abschrecken in einem oxidierenden Bad
- Bildung einer dünnen, gleichmäßigen Magnetitschicht zur Verbesserung des Korrosionsverhaltens
Tenifer Q eignet sich für Bauteile, bei denen Verschleißschutz im Vordergrund steht und ein zusätzlicher Basiskorrosionsschutz erwünscht ist. Die Oxidschicht erzeugt eine dunkle Oberfläche und verbessert das tribologische Verhalten.
Tenifer QP: Nitrocarburieren inkl. Oxidation mit zusätzlicher Polierbehandlung
- Salzbadnitrocarburieren
- Oxidation im ersten Abschreckbad
- Mechanische Politur zur Glättung der Verbindungsschicht
- Zweite Nachoxidation im Bad zur Erzeugung einer dichten, dunklen Magnetitschicht
Tenifer QPQ kombiniert die Effekte aus Oxidation und Politur und führt zu einer besonders gleichmäßigen, geglätteten Oberfläche mit sehr guter Korrosionsbeständigkeit. Die tiefschwarze Optik und die kompakten Oxidschichten sind charakteristisch für diese Variante und werden häufig bei Sichtbauteilen oder tribologisch anspruchsvollen Anwendungen genutzt.

Eigenschaften und Vorteile für Ihre Bauteile
Das in Praxis als auch Teniferhärten bezeichnete Verfahren verbindet eine kontrollierte Randschichtbildung mit einer gleichmäßigen thermochemischen Prozessführung. Während der Behandlung entsteht eine schützende Verbindungsschicht, die aus Eisen- und Carbonitriden besteht und die tribologischen Eigenschaften gezielt beeinflusst. Die Dicke der Verbindungsschicht (Abkürzung VS) wird mit der CLT (aus dem Englischen Compound-Layer-Thickness) in der Regel in Mikrometern bzw. µm angegeben.
Darunter liegt im Werkstoff des Bauteils die Diffusionszone, die den mechanischen Verbund von Werkstoff und VS (Abkürzung für Verbindungsschicht) sicherstellt. Durch die moderate Prozesstemperatur und die geringe Behandlungsdauer bleibt der Einfluss auf das Bauteilgefüge begrenzt, was Maßhaltigkeit und Wiederholbarkeit unterstützt. Ergänzende Oxidations- bzw. Polierstufen in den Varianten Q, QP und QPQ erweitern die funktionellen Eigenschaften um verbesserten Korrosionsschutz und eine charakteristische dunkle Oberfläche.
Für viele Anwendungen ergeben sich daraus funktionale Vorteile:
- Verbesserte Verschleißfestigkeit durch kompakte Verbindungsschichten
- Reduzierte Reibung und somit verbesserte Reib- und stabile Gleiteigenschaften für dynamisch beanspruchte Flächen
- Erhöhter Korrosionsschutz, insbesondere bei oxidierten Schichtsystemen der Varianten Q, QP und QPQ
- Gute Maßhaltigkeit durch kurze, kontrollierte Prozesszyklen in Form von homogenem Wärmeübergang sowie hoher Wärmekapazität der Salzschmelze
- Gleichmäßige Temperatur- und Stoffverteilung, da das Salzbad das Bauteil vollständig umspült
- Wirtschaftliche Prozessführung mit hoher Reproduzierbarkeit, auch bei Serienfertigung
- Möglichkeit einer ästhetisch wirkenden tiefschwarzen Oberfläche, etwa für sichtbare Funktionsflächen
Die Kombination dieser Eigenschaften macht das Nitrocarburieren im Salzbad zu einer vielseitigen Option für Bauteile, die sowohl mechanischer als auch korrosiver Belastung ausgesetzt sind. Zudem eignet sich das Verfahren für Werkstoffe mit unterschiedlicher Legierungsbasis, wodurch die Behandlung in zahlreichen Branchen und Bauteilfamilien eingesetzt werden kann.
Geeignete Werkstoffe
Das Tenifer-Salzbadnitrocarburieren ist für eine breite Palette an Stählen geeignet. Die Reaktionsfähigkeit bzw. der Einfluss der Legierungselemente bestimmt dabei maßgeblich die resultierende Schichtdicke, Härte und Verbindungsschichtstruktur. In der Praxis werden vor allem Werkstoffe eingesetzt, die nitridbildende Elemente wie Chrom, Molybdän, Vanadium oder Aluminium enthalten, da sie stabile Carbonitride ausbilden können.
SWF behandelt regelmäßig die folgenden Werkstoffgruppen:
- Unlegierte und niedriglegierte Baustähle
Geeignet für Bauteile mit moderaten mechanischen Anforderungen; die Schichtbildung fällt aufgrund geringer Legierungsanteile meist dicker aus, jedoch erreichen diese Werkstoffe nicht so hohe Oberflächenhärten. Typische Beispiele: S355J2 (1.0577), S355J2H (1.0576). - Vergütungsstähle
Häufig eingesetzt für dynamisch beanspruchte Bauteile, da sie hohe Kernfestigkeiten erreichen und eine ausreichend tragfähige Diffusionszone entwickeln. Beispiele: 42CrMo4 (1.7225), C45 (1.0503), 34CrNiMo6 (1.6582). - Nitrierstähle
Besonders gut geeignet für definierte Nitrierschichten, da Elemente wie Aluminium, Chrom oder Vanadium die Bildung stabiler Nitride fördern. Beispiele: 31CrMoV9 (1.8519), 34CrAlNi7 (1.8550). - Einsatzstähle
Für Bauteile, die über hohe Oberflächenhärten bei zugleich zähem Kern verfügen sollen. Typisches Beispiel: 16MnCr5 (1.7131). - Werkzeugstähle für Kalt- und Warmarbeit
Die Legierungselemente dieser Werkstoffe ermöglichen gut kontrollierbare Schichten und erhöhte Verschleißresistenz. Beispiele: 1.2379 (X155CrVMo12-1), 1.2436 (X210CrW12), 1.2343 (X38CrMoV5-1). - Gusswerkstoffe
Grafit- und Matrixstruktur beeinflussen zwar die Schichtausbildung, dennoch sind robuste funktionale Schichten möglich. Beispiele: EN-GJS-400-15 (5.3106), GG25 (0.6025). - Rost- und säurebeständige Stähle
Die Bildung stabiler Nitride ist hier begrenzt, dennoch lassen sich funktionale Schichten erzielen, insbesondere für tribologisch beanspruchte Bauteile. Beispiele: 1.4571 (X6CrNiMoTi17-12-2), 1.4301 (X5CrNi18-10), 1.4112 (X90CrMoV18). - Hochwarmfeste und hitzebeständige Stähle
Für Bauteile, die unter thermischer Last eingesetzt werden und dennoch verbesserte Oberflächeneigenschaften benötigen. Beispiele: 1.4980 (X6NiCrTiMoVB25-15-2), 1.4923 (X22CrMoV12-1).
Diese Übersicht zeigt, dass sich das Tenifer-Salzbadnitrocarburieren flexibel an unterschiedliche Werkstoffanforderungen anpassen lässt. Die genaue Prozessauslegung erfolgt dabei stets werkstoffspezifisch, um die gewünschte Schichtqualität und Oberflächenhärte zu erreichen. Weitere Werkstoffe können je nach Bauteilanforderung individuell geprüft werden.
Eine vollständige Werkstoffübersicht finden Sie in unserem Datenblatt:
Typische Anwendungen und Einsatzgebiete
Zu den häufig behandelten Komponenten zählen vor allem Bauteile mit Gleit-, Roll- oder Stoßbeanspruchung. Dazu gehören unter anderem Wellen und Bolzen, die wiederkehrende Relativbewegungen ausführen, sowie Führungs- und Formelemente, deren Oberflächen eine niedrige Reibung und gleichmäßige Schichtstruktur benötigen. Auch komplexere Geometrien wie Nocken- und Zahnräder lassen sich aufgrund der gleichmäßigen Wirkung des Salzbadprozesses gut behandeln.
In vielen Bereichen der Automobiltechnik ist das Verfahren etabliert, etwa bei Pumpen- und Ventilkomponenten, Getriebeteilen oder Verbindungselementen mit zyklischer Belastung. Im Maschinen- und Anlagenbau wird es für Spindeln, Kupplungsbestandteile oder Stoßbelastete Bauteile genutzt, um Standzeiten zu erhöhen und Schmierbedingungen zu stabilisieren. Ebenso profitieren Werkzeug- und Vorrichtungsbau von der robusten Randschicht, die definierte Reibwerte und langlebige Funktionsflächen ermöglicht.
Durch die optional stark ausgeprägte Schwarzfärbung der Tenifer-Varianten wird das Verfahren zudem für Bauteile interessant, die neben funktionalen auch optische Anforderungen erfüllen müssen, beispielsweise Präzisionsteile im Gerätebau oder sichtbare mechanische Komponenten.
Das Verfahren ist darüber hinaus in den Branchen Medizintechnik, Verpackungs- und Lebensmittelindustrie vertreten und besitzt in diesem Zusammenhang sogar eine „Lebensmittelzulassung“.
Anlagenkapazitäten und Prozessfenster bei SWF
Für das Tenifer-Salzbadnitrocarburieren stehen bei SWF Anlagen zur Verfügung, die Bauteile bis zu Ø 760 × 850 mm und einem Stückgewicht von bis zu 500 kg aufnehmen können. Diese Kapazitäten ermöglichen die Behandlung unterschiedlicher Geometrien, von kompakten Serienteilen bis hin zu größeren, massiveren Bauteilen.
Die Prozessparameter wie Temperatur, Haltezeit, Oxidationsdauer und Polierstufen werden werkstoff- und bauteilspezifisch eingestellt. Für Projekte mit variierenden Losgrößen können neben Regelchargen auch angepasste Sonderchargen realisiert werden.
Anfrage, Beratung & Projektablauf
Ein präzise ausgelegtes Tenifer-Salzbadnitrocarburieren beginnt bereits vor der eigentlichen Behandlung. SWF unterstützt Kundinnen und Kunden frühzeitig dabei, Werkstoff, Bauteilgeometrie und gewünschte Randschichteigenschaften zu bewerten. Auf dieser Grundlage lässt sich bestimmen, welche Tenifer-Variante und welche Prozessparameter technisch sinnvoll sind. Ebenso wird geprüft, wie die Behandlung in bestehende Wärmebehandlungs- oder Bearbeitungsfolgen integriert werden kann, etwa nach dem Vergüten oder vor einer Feinbearbeitung.
Für die technische Abstimmung einer Anfrage sind in der Regel folgende Angaben hilfreich:
- Werkstoffbezeichnung oder Werkstoffnummer
- Technische Zeichnungen
- Relevante Funktionsflächen und geometrische Besonderheiten
- Anforderungen an Oberflächenhärte, Verbindungsschicht (VS bzw. CLT) oder Nitrierhärtetiefe (NHD – englisch „Nitriding-Hardness-Depth“)
- Maß- und Formtoleranzen nach der Behandlung
- Stückzahlen und mögliche Serienanforderungen
- Bedarf an polierter oder oxidierter Oberfläche (Q, QP, QPQ)
- Anforderungen an die Optik bzw. Oberflächenrauigkeit
Auf Basis dieser Informationen prüfen wir die Machbarkeit und definieren geeignete Prozessparameter wie Temperatur, Behandlungszeit, Oxidationsdauer und Polierstufen. Die Prozessführung wird dokumentiert, um reproduzierbare Schichtstrukturen und stabile mechanische Eigenschaften sicherzustellen. Ergänzende Prüfungen wie Härtemessungen, metallographische Bewertungen oder Korrosionstests (z. B. Salzsprühnebeltest) können je nach Projektumfang integriert werden.
Von der ersten Versuchschargen über die Freigabe bis zur Serienfertigung begleitet SWF den gesamten Projektablauf und sorgt dafür, dass die gewählten Prozessschritte zuverlässig umgesetzt und nachvollziehbar geprüft werden.

FAQ Salzbadnitrocarburieren
Tenifer-Salzbadnitrocarburieren ist ein thermochemisches Nitrocarburierverfahren, bei dem Stickstoff und Kohlenstoff kontrolliert in die Randzone von Stahlbauteilen eingebracht werden.
- Behandlung in einer stickstoff- und kohlenstoffspendenden Salzschmelze mit sehr gleichmäßigem Wärme- und Stoffübergang.
- Es bilden sich zwei Funktionsbereiche: eine Verbindungsschicht (Carbonitride) und eine darunterliegende Diffusionszone.
- Ziel: Verschleißschutz, tragfähige Randzone und – je nach Variante – zusätzlicher Korrosionsschutz sowie dunkle Optik.
Im technischen Sprachgebrauch werden „Teniferieren“ und „Teniferhärten“ meist als Synonyme für Salzbadnitrocarburieren verwendet – Tenifer ist dabei ein Marken-/Verfahrensname.
- Der Oberbegriff ist Salzbadnitrocarburieren; „Tenifer“ bezeichnet eine konkrete Prozess-/Medienfamilie.
- Weitere Bezeichnungen/Verwandte Verfahren, die im Markt auftauchen: Tuffride, Sursulf, Arcor (je nach Anbieter/Badchemie).
- Für Spezifikationen zählen Zielwerte (z. B. CLT, NHD), Prozessfenster und Prüfanforderungen – nicht nur der Name.
Beim Salzbadnitrocarburieren entsteht eine dünne Verbindungsschicht an der Oberfläche sowie eine Diffusionszone im Grundwerkstoff; zusammen bestimmen sie Verschleiß- und Tragfähigkeit.
- Verbindungsschicht: Eisen- und Carbonitride; maßgeblich für Reibwert, Verschleiß- und Anlaufverhalten.
- Diffusionszone: Einlagerung von Stickstoff/Kohlenstoff; sorgt für mechanische Tragfähigkeit der Randschicht.
- CLT (Compound Layer Thickness): Dicke der Verbindungsschicht, üblicherweise in µm angegeben.
- NHD (Nitriding Hardness Depth): Kennwert für die Nitrierhärtetiefe bzw. Härteverlaufszone.
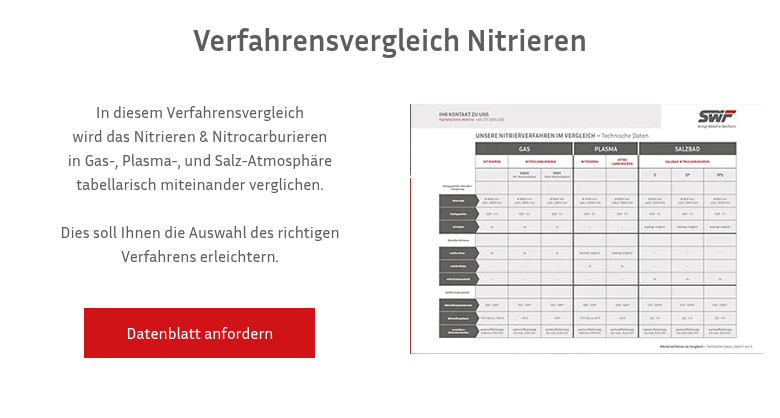
Der Hauptunterschied liegt im Prozessmedium: Im Salzbad sind Wärmeübergang und Stofftransport sehr homogen, wodurch häufig kurze Behandlungszeiten und gleichmäßige Schichten erreichbar sind.
- Salzbad: vollständige Umspülung des Bauteils, hoher Wärmeübergang, reproduzierbare Schichtausbildung.
- Gasverfahren: Reaktion in Ofenatmosphäre; Prozessführung und Wärmeübergang unterscheiden sich je nach Ofen-/Chargierung.
- „Nitrieren“ bringt primär Stickstoff ein; „Nitrocarburieren“ kombiniert Stickstoff und Kohlenstoff.
- Die Auswahl erfolgt anwendungsbezogen (Geometrie, Taktzeit, Zielwerte, Korrosion/Tribologie, Zulassungen).
Q, QP und QPQ sind Prozessvarianten des Salzbadnitrocarburierens mit zusätzlichen Nachbehandlungsschritten (Oxidation und/oder Polieren), um Korrosions- und Tribologieeigenschaften gezielt zu verändern.
- Tenifer Q: Nitrocarburieren + oxidierende Abschreck-/Nachoxidationsstufe.
- Tenifer QP: wie Q, zusätzlich mechanische Glättung (z. B. Strahlen/Poliervlies) zur Rauheitsreduktion.
- Tenifer QPQ: Oxidation – Politur – erneute Oxidation („Quench-Polish-Quench“) für sehr gleichmäßige Oberfläche und hohen Korrosionsschutz.
Die Nachoxidation erzeugt eine dünne Magnetitschicht, die das Korrosionsverhalten verbessert und die typische dunkle (schwarz/anthrazit) Optik hervorruft.
- Die Oxidschicht wirkt als zusätzlicher Schutzfilm und kann Poren/Strukturen der Oberfläche teilweise „abdichten“.
- Optische Wirkung: gleichmäßige Dunkelfärbung – häufig als funktionale Alternative zu klassischen Brünierprozessen betrachtet.
- Für Korrosionsanforderungen ist die Gesamtkombination aus Verbindungsschicht + Oxidation + ggf. Politur entscheidend.
Polieren bzw. mechanische Glättung reduziert die Rauheit und homogenisiert die Oberfläche – dadurch können Reibwerte und tribologische Eigenschaften (Gleiten/Oszillieren) verbessert werden.
- Typische Glättverfahren: Strahlen, Poliervlies oder vergleichbare mechanische Nacharbeit.
- Wirkung: niedrigere Rauheit, stabilere Reib-/Gleiteigenschaften, oft bessere Einlaufbedingungen.
- QP/ QPQ sind besonders relevant bei Gleitflächen, Passungen oder oszillierenden Kontaktflächen.
Tenifer „N“ ist eine modifizierte Prozessvariante, die auf eine gleichmäßigere Optik und eine verbesserte Korrosionsbeständigkeit abzielt.
- Der Schichtaufbau kann kompakter ausfallen (z. B. geringere Porosität), was den Korrosionsschutz unterstützt.
- Die Optik wird typischerweise dunkler und gleichmäßiger beschrieben (je nach Werkstoff und Nachbehandlung).
- Die konkrete Auslegung (Zeit/Temperatur/Nachoxidation/Politur) bleibt werkstoff- und bauteilspezifisch.
Tenifer-Salzbadnitrocarburieren erfolgt typischerweise bei moderaten Temperaturen und vergleichsweise kurzen Zeiten, was die Maßhaltigkeit unterstützt – Verzug ist jedoch bauteil- und spannungsabhängig.
- Geringere Umwandlungseinflüsse im Grundgefüge (prozessabhängig) können das Verzugsrisiko senken.
- Entscheidend sind: Bauteilgeometrie, vorhandene Eigenspannungen, Vorbehandlung (z. B. Vergüten), Wanddicken und Toleranzen.
- Für enge Toleranzen sind Vorversuche, definierte Chargierung und eine abgestimmte Bearbeitungsfolge sinnvoll.
Die Behandlungszeit beim Salzbadnitrocarburieren richtet sich nach Werkstoff, Zielwerten (z. B. CLT/NHD), Bauteilmasse/Geometrie und gewählter Variante (Q/QP/QPQ).
- Zielwerte: gewünschte Verbindungsschichtdicke und/oder Nitrierhärtetiefe bestimmen die Prozessdauer wesentlich.
- Werkstoff: Legierungselemente beeinflussen Reaktionskinetik und Schichtausbildung.
- Nachbehandlung: Oxidations- und Polierstufen erhöhen die Gesamtprozesszeit (ohne die Kernbehandlung zu verändern).
- Für Serienfertigung sind definierte Prozessfenster und Chargierkonzepte entscheidend.
Geeignet sind viele unlegierte bis hochlegierte Stähle und ausgewählte Gusswerkstoffe; nitridbildende Legierungselemente (z. B. Cr, Mo, V, Al) unterstützen definierte Schichten.
- Typische Gruppen: un-/niedriglegierte Stähle, Vergütungsstähle, Nitrierstähle, Einsatzstähle, Werkzeugstähle sowie bestimmte Gusswerkstoffe.
- Rost- und säurebeständige Stähle: Schichtbildung kann begrenzt sein; Ergebnis hängt stark von Legierung und Anwendung ab.
- Die Prozessauslegung erfolgt werkstoffspezifisch (Zielwerte, Prüfumfang, ggf. metallographische Bewertung).
Für die Auslegung sind Bauteilabmessungen, Werkstoff und Zielwerte entscheidend; bei SWF sind u. a. Bauteile bis Ø 760 × 850 mm und bis 500 kg Stückgewicht möglich.
- Hilfreiche Angaben: Werkstoffnummer/-bezeichnung, Zeichnung, Funktionsflächen, Zielwerte (CLT/NHD/Härte), Toleranzen, Stückzahlen.
- Variantenbedarf: gewünschte Oberfläche (Q/QP/QPQ), Rauheits-/Optikanforderungen, Korrosionsanforderung (z. B. Testvorgaben).
- Prüfungen nach Bedarf: Härteprüfung, Metallographie, ggf. Korrosionstests (z. B. Salzsprühnebel).
Salzbadnitrocarburieren (Tenifer) kann teurer sein als Gasnitrocarburieren, weil Betrieb, Medienmanagement und Entsorgung der Salzschmelze sowie Arbeitsschutz- und Umweltauflagen zusätzlichen Aufwand und Kosten verursachen. Nachbehandlungsschritte wie Oxidation und Politur (Q/QP/QPQ) erhöhen die Prozesskosten je nach Anforderung weiter.
- Kostenfaktoren im Salzbad: Badpflege/Analytik, Nachsalzen, Medienhandling sowie Reinigungs- und Spülstufen.
- Arbeitsschutz/Umwelt: Anforderungen an Lagerung, Absaugung, Prozesssicherheit und Entsorgung können höher ausfallen als bei Gasprozessen.
- Prozessumfang: Q/QP/QPQ können zusätzliche Oxidations- und/oder Polierstufen beinhalten (mehr Anlagenzeit/Handling).
- Gesamtkalkulation: Kurze Behandlungszeiten und ein reduzierter Nachbearbeitungsaufwand können eine Rolle spielen – die Wirtschaftlichkeit ist jedoch bauteil- und losgrößenabhängig.
Eine prozesssichere Maskierung von Teilbereichen ist beim Salzbadnitrocarburieren meist nicht zuverlässig möglich. Wenn Teilflächen unbehandelt bleiben müssen, sind Gas- oder Plasmanitrieren besser geeignet.
- Schutzpasten: Eine dauerhaft wirksame Barriere gegen Stickstoff- und Kohlenstoffeintrag unter Salzbadbedingungen ist in der Praxis meist nicht stabil/prozesssicher.
- Mechanische Masken (Schrauben/Stopfen/Maskierungen): Die niedrigviskose Salzschmelze benetzt das Bauteil vollständig und kann in kleinste Spalte eindringen – dadurch ist die Abschirmung nicht zuverlässig.
- Praxisannahme: Beim Tenifer-Salzbadnitrocarburieren werden grundsätzlich alle benetzten Oberflächen nitrocarburiert.
- Alternativen bei Teilbereichsforderung: Gasnitrocarburieren oder insbesondere Plasmanitrieren (Maskierung prozesssicherer) – oder nachträgliches Entfernen der Schicht durch mechanische Bearbeitung, sofern zulässig.
Leistungsübersicht
Wärmebehandlung



Kontaktieren Sie unsere Spezialisten in der Wärmebehandlung.

