-
-
Leistungen
-
Wärmebehandlung
-
+Komplettlösungen
-
Service
KomplettlösungenMechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!
-
- Ansprechpartner
- Karriere bei SWF
- Unternehmen
-
Leistungen

Wärmebehandlung
Präzision & Reproduzierbarkeit: Wärmebehandlung bei SWF Siegen mit modernster Technik & individuellem Konzept ▶ Verfahren & Vorteile entdecken!

Komplettlösungen
Mechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!

Service
Kompetenter Service rund um Wärmebehandlung: Härteprüfung, Metallanalyse & Metallkurier mit ISO-zertifizierter Präzision
Nitrieren
Wir Nitrieren für Sie
Tief in der Materie
Nitrieren ist ein thermochemisches Wärmebehandlungsverfahren für alle gebräuchlichen Stahl- und Gusswerkstoffe, um Gebrauchseigenschaften wie z. B. die Verschleißbeständigkeit in einer präzise festgelegten Atmosphäre zwischen 380 °C bis 580 °C einzustellen bzw. zu verbessern. Durch die exakte Diffusion von Stickstoff, und ggf. zusätzlichem Kohlenstoff beim Nitrocarburieren, werden bei unlegierten, mittellegierten und hochlegierten Werkstoffen beste Ergebnisse erzielt. Durch ein zusätzliches Nachoxidieren kann die Korrosionsbeständig zusätzlich erhöht und eine gleichmäßige, dunkle Oberflächenoptik eingestellt werden.
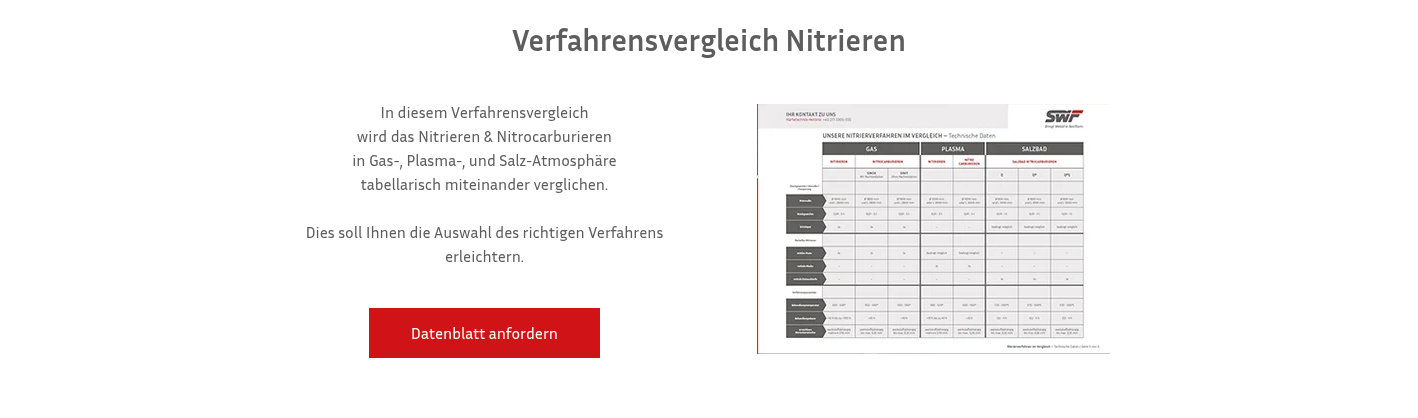
Um Ihnen die Übersicht aus einer Vielzahl von Möglichkeiten zu erleichtern, haben wir Ihnen nachfolgend unseren Verfahrensvergleich unter Berücksichtigung der Vor- und Nachteile sowie Eigenschaftsveränderungen dargestellt:


Das Gasnitrocarburieren ist eine thermochemische Behandlung für un- und mittellegierte Werkstoffe zum Anreichern der Randschicht mit Stickstoff und Kohlenstoff sowie der Herstellung der Verbindungsschicht (CLT), um in erster Linie eine harte und verschleißfeste Oberfläche zu erzeugen. Die Verbindungsschicht besitzt zudem nichtmetallische Eigenschaften zur Verbesserung der Reib- und Gleiteigenschaften und bringt einen gewissen Korrosionsschutz mit. Dieser Prozess zeichnet sich gegenüber dem Gasnitrieren durch die vergleichsweise kurze Behandlungsdauer aus, tendenziell wir bei gleichem Werkstoff durch den zusätzlichen Kohlenstoff auch eine etwas höhere Oberflächenhärte erreicht.
Nach dem Gasnitrocarburieren können die Werkstücke auf Grund ihrer Passgenauigkeit in der Regel ohne Nacharbeit direkt eingesetzt werden.
SINOX-Verfahren – Gasnitrocarburieren mit Oxidation
Das SINOX-Verfahren ist ein modifiziertes Gasnitrocarburieren mit nachgelagerter Oxidation. Die gezielte Nachoxidation in Verbindung mit der vorhandenen Verbindungsschicht (CLT) führt zu einer deutlichen Steigerung der Korrosionsbeständigkeit, die jedoch vom Grundaufbau der Verbindungsschicht mit beeinflusst wird. Die Bauteile erhalten durch ihre Anthrazitfärbung eine hochwertige Optik.
SINIT-Verfahren – Gasnitrocarburieren ohne Oxidation
Das SINIT-Verfahren ist ein modifiziertes Gasnitrocarburieren ohne Oxidation. Die Optik ist in diesem Fall grau, tendenziell ist die Korrosionsbeständigkeit durch die fehlende Nachoxidation etwas geringer.
Vorteile
- kurze Laufzeit
- Korrosionsschutz vorhanden
- bei abschließender Oxidation ein Maximum an Korrosionsbeständigkeit
- Minimierung aufwendiger Nachbehandlungen und Ausschusskosten
- verbesserte Reib- und Gleiteigenschaften
- Optimierung der Verschleißbeständigkeit
- Passgenauigkeit
- Oberfläche ohne Oxidation grau bzw. mit Oxidation dunkel anthrazit
- gute Warmfestigkeit bis < 600 °C





Leistungsübersicht
Wärmebehandlung



Kontaktieren Sie unsere Spezialisten in der Wärmebehandlung.

