-
-
Leistungen
-
Wärmebehandlung
-
+Komplettlösungen
-
Service
KomplettlösungenMechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!
-
- Ansprechpartner
- Karriere bei SWF
- Unternehmen
-
Leistungen

Wärmebehandlung
Präzision & Reproduzierbarkeit: Wärmebehandlung bei SWF Siegen mit modernster Technik & individuellem Konzept ▶ Verfahren & Vorteile entdecken!

Komplettlösungen
Mechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!

Service
Kompetenter Service rund um Wärmebehandlung: Härteprüfung, Metallanalyse & Metallkurier mit ISO-zertifizierter Präzision
Spannungsarmglühen
Spannungsarmglühen

Das Spannungsarmglühen gehört zu den klassischen Wärmebehandlungsverfahren, mit denen innere Spannungen in metallischen Werkstoffen gezielt reduziert werden. Diese sogenannten Eigenspannungen entstehen unter anderem durch Zerspanen, Walzen, Schmieden, Schweißen oder Biegen. Sie verbleiben im Gefüge des Bauteils, auch wenn äußerlich keine Belastung mehr anliegt. Wird ein Bauteil mit solchen inneren Spannungszuständen weiterbearbeitet oder erneut thermisch behandelt, kann es zu Maßänderungen, Verzug oder im ungünstigen Fall zu Rissbildung kommen.
Beim Spannungsarmglühen wird das Bauteil auf eine definierte Temperatur unterhalb der Umwandlungstemperatur erwärmt, über eine bestimmte Zeit gehalten und anschließend kontrolliert abgekühlt. Da keine Phasenumwandlung angestrebt wird, bleibt das Gefüge im Wesentlichen erhalten. Ziel ist nicht das Härten oder Festigkeitssteigern, sondern die Entspannung des Werkstoffs bei möglichst stabilen mechanischen Eigenschaften. Die Wahl von Temperatur und Haltezeit erfolgt werkstoff- und bauteilabhängig.
Für Bauteile aus unlegierten Baustählen, Vergütungsstählen, Werkzeugstählen sowie rost- und säurebeständigen Stählen bietet das Spannungsarmglühen eine technisch bewährte Lösung, um die Maßhaltigkeit vor der Fertigbearbeitung zu sichern oder Risiken in nachfolgenden Wärmebehandlungen wie dem Nitrieren zu reduzieren. Auch Aluminium- und Kupferlegierungen können spannungsarm behandelt werden, sofern Prozessführung und Temperaturbereich an den jeweiligen Werkstoff angepasst sind.
Vorteile des Spannungsarmglühens
- Reduzierung von Eigenspannungen im Bauteilgefüge
- Verringerung des Risikos von Rissbildung bei nachfolgenden Bearbeitungsschritten
- Stabilisierung von Maß- und Formtoleranzen vor der Fertigbearbeitung
- Minimierung von Verzug bei anschließenden Wärmebehandlungen, zum Beispiel beim Nitrieren
- Verbesserte Prozesssicherheit in Serien- und Einzelteilfertigungen
- Reproduzierbare Ergebnisse durch kontrollierte Temperaturführung und definierte Haltezeiten

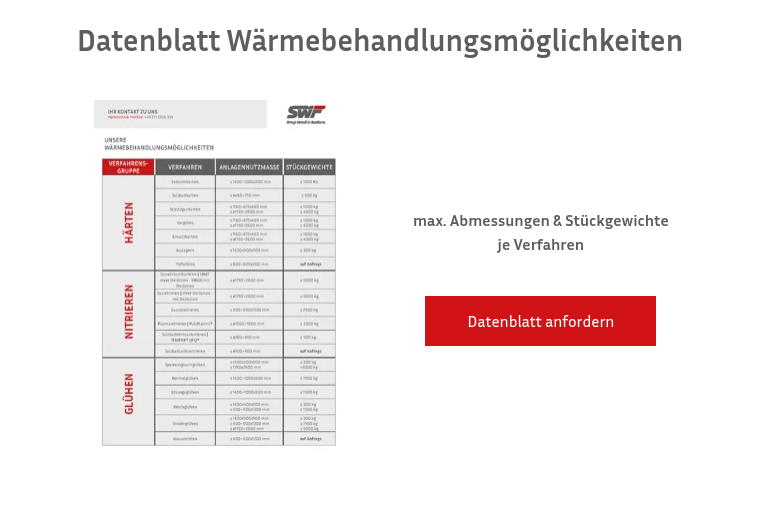
Anlagennutzmaße: ≤ 1400x900x500 mm / ≤ 1750x2800 mm
Stückgewichte: ≤ 300 kg / <5000 kg
Im Datenblatt Wärmebehandlungsmöglichkeiten und Kapazitäten sind unsere Verfahren mit den zugehörigen Anlagennutzmaßen und den max. Stückgewichten in einer Übersicht tabellarisch dargestellt.
Im Datenblatt Spannungsarmglühen sind die mit unseren Verfahren erreichbaren, üblichen Ergebnisse angegeben.
Nachfolgende Werkstoffe werden oft behandelt:
Unlegierte Baustähle
| 1.0570 | St52-3 |
| 1.0037 | ST37 |
| 1.0576 | S355J2H |
| 1.0037 | ST37K |
| 1.0577 | S355J2 |
Vergütungsstähle
| 1.7225 | 42CrMo4 |
| 1.7707 | 30CrMoV9 |
| 1.0503 | C45 |
Nitrierstähle
| 1.8519 | 31CrMoV9 |
| 1.8550 | 34CrAlNi7 |
Einsatzstähle
| 1.7131 | 16MnCr5 |
Werkzeugstähle für Kaltarbeit
| 1.1730 | C45W |
| 1.2312 | 40CrMnMoS8-6 |
| 1.2767 | 45NiCrMo16 |
| 1.2379 | X155CrVMo12-1 |
Werkzeugstähle für Warmarbeit
| 1.2343 | X38CrMoV5-1 |
Rost- und säurebeständige Stähle
| 1.4301 | X5CrNi18-10 |
| 1.4435 | X2CrNiMo18-14-3 |
| 1.4021 | X20Cr13 |
Feinkorn-Kaltpressstähle
| 1.0978 | QStE380TM |
Weitere Werkstoffe sind auf Anfrage möglich.
Was ist Spannungsarmglühen
Spannungsarmglühen ist eine Wärmebehandlung zur gezielten Reduzierung von Eigenspannungen in metallischen Werkstoffen. Solche inneren Spannungszustände können sich bei weiterer mechanischer Bearbeitung oder bei erneuter thermischer Belastung in Form von Verzug, Maßabweichungen oder in kritischen Fällen durch Rissbildung bemerkbar machen. Besonders bei komplexen Geometrien, großen Querschnitten oder hohen Genauigkeitsanforderungen ist eine kontrollierte Spannungsreduzierung daher ein wichtiger Zwischenschritt im Fertigungsprozess.
Beim Spannungsarmglühen wird das Bauteil auf eine werkstoffabhängige Temperatur unterhalb der Umwandlungstemperatur Ac1 erwärmt. Diese Temperatur liegt bei Stählen unterhalb des Bereichs, in dem eine Gefügeumwandlung zu Austenit beginnt. Dadurch bleibt die Gefügestruktur grundsätzlich erhalten. Nach einer definierten Haltezeit erfolgt eine langsame, kontrollierte Abkühlung.
Im Unterschied zum Härten oder Vergüten steht beim Spannungsarmglühen nicht die gezielte Veränderung von Festigkeit oder Härte im Vordergrund. Ziel ist vielmehr eine Spannungsumlagerung und -reduzierung im Gefüge, um eine höhere Maßstabilität und ein berechenbares Verhalten bei nachfolgenden Bearbeitungsschritten zu erreichen.
Ziel und Abgrenzung zu anderen Wärmebehandlungen
Das zentrale Ziel des Spannungsarmglühens besteht darin, vorhandene Eigenspannungen im Werkstoff kontrolliert abzubauen, ohne die Gefügestruktur grundlegend zu verändern. Die Behandlung erfolgt daher unterhalb der Umwandlungstemperatur. Es findet keine gezielte Austenitisierung und damit keine Härteänderung durch Gefügeumwandlung statt.
Für Bauteile, die nach der Wärmebehandlung weiterbearbeitet oder thermochemisch behandelt werden, schafft das Spannungsarmglühen eine berechenbare Ausgangsbasis. Besonders vor dem Nitrieren, Einsatzhärten oder vor der Feinbearbeitung kann dies entscheidend für die Einhaltung enger Toleranzen sein.
Typische Ursachen für Eigenspannungen
Eigenspannungen entstehen, wenn unterschiedliche Bereiche eines Bauteils während der Fertigung ungleichmäßig plastisch verformt oder thermisch belastet werden. Sie sind das Ergebnis von inneren Spannungszuständen, die sich nach Entlastung nicht vollständig abbauen.
Typische Ursachen sind:
- Zerspanen: Beim Fräsen, Drehen oder Bohren entstehen durch Materialabtrag und lokale Erwärmung Spannungsgradienten im Randbereich.
- Umformen: Prozesse wie Walzen, Biegen oder Schmieden führen zu plastischer Verformung, die nach dem Entlasten zu inneren Spannungen führen kann.
- Schweißen: Lokale Erwärmung und anschließende Abkühlung erzeugen ausgeprägte thermische Spannungen, insbesondere in der Wärmeeinflusszone.
- Gießen oder Wärmebehandlungen: Ungleichmäßige Abkühlung kann zu Spannungszuständen im gesamten Querschnitt führen.
Je komplexer die Geometrie und je größer die Querschnittsunterschiede, desto höher ist häufig das Risiko unerwünschter Spannungszustände.
Wann lohnt sich Spannungsarmglühen
Das Spannungsarmglühen lohnt sich insbesondere dann, wenn Bauteile hohen Anforderungen an Maßhaltigkeit, Formstabilität und Prozesssicherheit genügen müssen. In der Praxis zeigt sich häufig, dass verbleibende Eigenspannungen erst bei der Weiterverarbeitung sichtbar werden. Bauteile können sich beim Fräsen, Schleifen oder Bohren verziehen oder nach einer weiteren Wärmebehandlung unerwartete Maßänderungen aufweisen.
Eine gezielte Spannungsreduzierung schafft hier eine stabile Ausgangsbasis. Sie erhöht die Vorhersagbarkeit des Bauteilverhaltens und reduziert das Risiko kostenintensiver Nacharbeit oder Ausschuss.
Typische Anwendungsfälle in der Fertigung
- In der industriellen Fertigung wird Spannungsarmglühen häufig eingesetzt, um Verzug und Rissbildung vorzubeugen sowie die Maßhaltigkeit zu stabilisieren.
- Typische Anwendungsfälle sind:
- Großformatige oder asymmetrische Bauteile, bei denen unterschiedliche Wandstärken Spannungsgradienten begünstigen
- Schweißkonstruktionen, insbesondere bei dickwandigen oder hochbeanspruchten Komponenten
- Werkzeug- und Formenbau, wenn enge Toleranzen in der Endbearbeitung eingehalten werden müssen
- Bauteile vor thermochemischen Behandlungen, zum Beispiel vor dem Nitrieren
Durch die Reduzierung innerer Spannungen sinkt das Risiko, dass sich das Bauteil während der weiteren Bearbeitung unkontrolliert verformt. Gleichzeitig kann eine gleichmäßigere Spannungsverteilung die Rissanfälligkeit reduzieren.
Geeignete Zeitpunkte im Prozess
In vielen Fällen erfolgt die Behandlung im Aufmaßzustand, also vor der abschließenden Fein- oder Fertigbearbeitung. Dadurch werden Spannungen bereits vor dem letzten Bearbeitungsschritt reduziert.
Ein weiterer geeigneter Zeitpunkt liegt vor nachfolgenden Wärmebehandlungen. Werden Bauteile beispielsweise nitriert oder anderweitig thermisch behandelt, können vorhandene Eigenspannungen zu zusätzlichem Verzug führen. Eine vorgelagerte spannungsarme Wärmebehandlung trägt dazu bei, diesen Effekt zu minimieren.
Die Entscheidung über den optimalen Prozessschritt erfolgt abhängig von Werkstoff, Bauteilgeometrie, Fertigungsfolge und den geforderten Toleranzen. Eine abgestimmte Planung unterstützt dabei, Maß- und Formstabilität langfristig sicherzustellen.

Ablauf des Spannungsarmglühens
Der Ablauf des Spannungsarmglühens folgt einem klar definierten thermischen Prozess. Ziel ist es, Eigenspannungen im Gefüge kontrolliert umzubauen, ohne eine Gefügeumwandlung auszulösen. Die einzelnen Schritte sind auf Werkstoff, Bauteilgeometrie und gewünschtes Spannungsniveau abgestimmt.
Der Prozess gliedert sich typischerweise in folgende Phasen:
- Erwärmen auf die Zieltemperatur
Das Bauteil wird gleichmäßig auf eine werkstoffabhängige Temperatur unterhalb der Umwandlungstemperatur Ac1 erwärmt. Für viele Stähle liegen praxisübliche Bereiche im mittleren Temperaturfeld unterhalb der Gefügeumwandlung. Entscheidend ist eine kontrollierte, gleichmäßige Temperaturführung, um zusätzliche Spannungsgradienten zu vermeiden. - Halten auf Temperatur zur Spannungsumlagerung
Nach Erreichen der Zieltemperatur wird das Bauteil für eine definierte Zeit gehalten. Diese Haltezeit dient der Durchwärmung des gesamten Querschnitts und der Umlagerung und des Abbaus innerer Spannungen im Gefüge. Die konkrete Dauer hängt unter anderem von Werkstoff, Bauteildicke und Ofentechnik ab. Ziel ist kein Gefügeumbau, sondern eine Reduzierung der Spannungsintensität. - Langsames und kontrolliertes Abkühlen
Die anschließende Abkühlung erfolgt in der Regel im Ofen oder unter definierten Bedingungen. Ein zu schnelles Abkühlen könnte neue thermische Spannungen erzeugen. Daher steht eine gleichmäßige Temperaturabnahme im Vordergrund, um die erzielte Spannungsreduzierung zu stabilisieren.
Die genaue Auslegung von Temperatur, Haltezeit und Abkühlstrategie erfolgt material- und bauteilspezifisch. Bei vergüteten Stählen ist beispielsweise zu berücksichtigen, dass die Spannungsarmglühtemperatur unterhalb der letzten Anlasstemperatur liegen sollte, um mechanische Eigenschaften nicht ungewollt zu verändern.
Prozessparameter: Temperatur und Haltezeit beim Spannungsarmglühen
Die Wirksamkeit des Spannungsarmglühens hängt maßgeblich von der gewählten Temperatur und der Haltezeit ab. Beide Parameter bestimmen, in welchem Umfang sich Eigenspannungen im Gefüge abbauen, ohne dass unerwünschte Gefügeveränderungen oder Eigenschaftsverluste auftreten.
Die konkrete Auslegung erfolgt werkstoff- und bauteilspezifisch. Dabei sind insbesondere folgende Aspekte zu berücksichtigen:
- Temperatur
Die Temperatur liegt unterhalb der Umwandlungstemperatur des jeweiligen Werkstoffs. Bei vielen Stählen bewegen sich praxisübliche Bereiche im mittleren Temperaturfeld deutlich unterhalb der Austenitisierung. Für vorvergütete Stähle (QT) gilt als wichtige Randbedingung, dass die gewählte Temperatur unter der letzten Anlasstemperatur liegt, um eine Veränderung der mechanischen Eigenschaften zu vermeiden.
Bei rost- und säurebeständigen Stählen ist zusätzlich zu beachten, dass bestimmte Temperaturbereiche die Korrosionsbeständigkeit beeinflussen können. Hier erfolgt die Temperaturwahl besonders sorgfältig.
Beim Aluminium-Spannungsarmglühen liegen die Temperaturen deutlich niedriger als bei Stahl und sind stark abhängig von Legierung und Zustand. - Haltezeit
Die Haltezeit dient der vollständigen Durchwärmung des Bauteils und der Umlagerung und des Abbaus der inneren Spannungen. Sie ist abhängig von Querschnitt, Bauteilmasse und Wärmeleitfähigkeit des Werkstoffs.
Grundsätzlich gilt: Je größer der Querschnitt, desto länger ist die notwendige Haltezeit, um einen gleichmäßigen Temperaturausgleich sicherzustellen. Eine pauschale Zeitangabe ist daher nicht zielführend. Ziel ist eine ausreichende Spannungsreduzierung bei gleichzeitig wirtschaftlicher Prozessführung. - Abstimmung von Temperatur und Zeit
Temperatur und Haltezeit wirken zusammen. Höhere Temperaturen beschleunigen den Spannungsabbau, erhöhen jedoch das Risiko unerwünschter Eigenschaftsveränderungen. Niedrigere Temperaturen erfordern gegebenenfalls längere Haltezeiten. Die optimale Kombination ergibt sich aus Werkstoff, Vorbehandlung, geforderter Maßhaltigkeit und dem geplanten Folgeprozess.
Die sorgfältige Festlegung dieser Parameter ist entscheidend für reproduzierbare Ergebnisse. Eine kontrollierte Ofenführung und dokumentierte Prozessdaten unterstützen dabei, die gewünschte Spannungsreduzierung sicher zu erreichen.
Werkstoffe im Überblick
Das Spannungsarmglühen eignet sich für eine breite Palette metallischer Werkstoffe. Entscheidend ist, dass die Behandlung unterhalb der jeweiligen Umwandlungstemperatur erfolgt und auf die thermischen und mechanischen Eigenschaften des Werkstoffs abgestimmt wird. Ziel ist stets die Reduzierung innerer Spannungen bei möglichst unveränderten Gebrauchseigenschaften.
Siegener Werkzeug- und Härtetechnik GmbH (SWF) behandelt regelmäßig folgende Werkstoffgruppen:
Unlegierte und niedriglegierte Baustähle:
Beim Spannungsarmglühen von Stahl dieser Gruppe steht vor allem die Stabilisierung großformatiger oder geschweißter Konstruktionen im Vordergrund. Typische Vertreter sind S355J2 (1.0577), S355J2H (1.0576), St52-3 (1.0570) oder ST37 (1.0037).
Das Spannungsarmglühen dieser Stähle dient hier insbesondere der Reduzierung von Schweißspannungen und der Verbesserung der Maßstabilität vor der Endbearbeitung.Vergütungsstähle:
Vergütungsstähle wie 42CrMo4 (1.7225), 30CrMoV9 (1.7707) oder C45 (1.0503) werden häufig für dynamisch beanspruchte Bauteile eingesetzt.
Beim Spannungsarmglühen vorvergüteter Stähle ist zu beachten, dass die gewählte Temperatur unterhalb der letzten Anlasstemperatur liegt, um die eingestellten Festigkeitswerte nicht zu verändern. Ziel ist die Spannungsreduzierung bei Erhalt der mechanischen Kennwerte.Nitrierstähle:
Werkstoffe wie 31CrMoV9 (1.8519) oder 34CrAlNi7 (1.8550) werden häufig vor einer Nitrierbehandlung spannungsarm geglüht.
Die Maßstabilität vor dem thermochemischen Prozess ist hier besonders relevant, da vorhandene Eigenspannungen das Verzugsrisiko erhöhen können.Einsatzstähle:
Typische Vertreter wie 16MnCr5 (1.7131) profitieren von einer Spannungsreduzierung vor dem Einsatzhärten oder vor der Feinbearbeitung. Das Spannungsarmglühen schafft eine stabile Ausgangsbasis für die nachfolgende Randschichthärtung.
Werkzeugstähle für Kalt- und Warmarbeit:
Werkzeugstähle wie 1.2379 (X155CrVMo12-1), 1.2767 (45NiCrMo16), 1.2312 (40CrMnMoS8-6) oder 1.2343 (X38CrMoV5-1) werden häufig in komplexen Geometrien eingesetzt.
Hier ist die Reduzierung von Bearbeitungsspannungen besonders wichtig, da selbst geringe Verzüge die Funktionsfähigkeit von Werkzeugen beeinträchtigen können.Rost- und säurebeständige Stähle:
Beim Spannungsarmglühen von rost- und säurebeständigem Edelstahl, etwa bei 1.4112 (X90CrMoV18) oder 1.4057 (X17CrNi16-2) ist die Temperaturwahl sorgfältig abzustimmen. Austenitische Stähle reagieren empfindlich auf bestimmte Temperaturbereiche, die die Korrosionsbeständigkeit beeinflussen können. Beim 1.4301 (X5CrNi18-10) wird laut Werkstoff-Datenblatt sogar vom Spannungsarmglühen abgeraten, dieser sollte besser Lösungsgeglüht werden.
Eine werkstoffgerechte Prozessführung berücksichtigt diese Besonderheiten und minimiert unerwünschte Gefügeeffekte.Aluminium- und weitere Legierungen:
Auch Aluminiumlegierungen können spannungsarm behandelt werden. Beim Aluminium-Spannungsarmglühen liegen die Temperaturen deutlich unter denen von Stahl und sind stark abhängig vom Legierungszustand. Ziel ist auch hier die Reduzierung von Umform- oder Bearbeitungsspannungen bei möglichst stabilen mechanischen Eigenschaften.
Darüber hinaus sind weitere Werkstoffe auf Anfrage möglich.
Eine vollständige Werkstoffübersicht finden Sie in unserem Datenblatt:
Kapazitäten bei SWF in Siegen
Für das Spannungsarmglühen stehen bei SWF in Siegen Ofenanlagen mit unterschiedlichen Nutzmaßen zur Verfügung. Die Anlagennutzmaße betragen bis zu 1400 × 900 × 500 mm sowie bis zu Ø1750 × 2800 mm. Damit lassen sich sowohl kompakte Einzelteile als auch großformatige Konstruktionen behandeln.
Die maximal zulässigen Stückgewichte liegen bei bis zu 300 kg beziehungsweise unter 5000 kg, abhängig von Ofentyp und Bauteilabmessung.
Anfrage, Beratung & Projektablauf
Ein technisch sinnvoll ausgelegtes Spannungsarmglühen beginnt bereits vor der eigentlichen Wärmebehandlung. Die Siegener Werkzeug und Härtetechnik GmbH unterstützt Sie frühzeitig bei der Bewertung von Werkstoff, Bauteilgeometrie und Fertigungszustand. Auf dieser Grundlage lässt sich festlegen, welche Temperaturführung und Haltezeit für die gewünschte Spannungsreduzierung geeignet sind und an welcher Stelle das Verfahren in Ihre Prozesskette integriert werden sollte.
Insbesondere wird geprüft, ob die Behandlung im Aufmaßzustand vor der Fertigbearbeitung erfolgen sollte oder ob sie als vorbereitender Schritt vor einer nachfolgenden Wärmebehandlung wie dem Nitrieren vorgesehen ist. Ziel ist eine abgestimmte Prozessfolge, die Maßhaltigkeit und Weiterverarbeitbarkeit unterstützt.
Für die technische Abstimmung einer Anfrage sind in der Regel folgende Angaben hilfreich:
- Werkstoffbezeichnung oder Werkstoffnummer
- Technische Zeichnungen oder 3D-Daten
- Bauteilabmessungen und Gewicht
- Angaben zu vorherigen Bearbeitungsschritten, etwa Schweißen oder Zerspanen
- Anforderungen an Maß- und Formtoleranzen nach der Behandlung
- Geplante Folgeprozesse
- Stückzahlen oder Serienanforderungen
Der Projektablauf beginnt mit der technischen Prüfung Ihrer Anfrage und der Bewertung der Machbarkeit. Anschließend werden geeignete Prozessparameter wie Temperatur, Haltezeit und Abkühlstrategie festgelegt. Nach terminlicher Abstimmung und Einplanung in die passende Charge erfolgt die Durchführung der Wärmebehandlung mit dokumentierter Prozessführung. Bei Bedarf können ergänzende Prüfungen, etwa Härteprüfungen oder metallurgische Analysen, integriert werden. Abschließend erhalten Sie eine Rückmeldung zur Behandlung und die Freigabe für die weitere Fertigung.

FAQ Spannungsarmglühen
Spannungsarmglühen reduziert gezielt Eigenspannungen in metallischen Bauteilen und verbessert dadurch Maß- und Formstabilität, ohne eine Gefügeumwandlung wie beim Härten anzustreben.
- Typische Ursachen für Eigenspannungen: Zerspanen, Umformen (Walzen/Biegen/Schmieden), Schweißen, ungleichmäßige Abkühlung.
- Wirkprinzip: Spannungsabbau durch zeit- und temperaturabhängige Umlagerungs- und Kriechvorgänge im Werkstoff (unterhalb einer gezielten Umwandlung).
- Typischer Nutzen: Weniger Verzug und Maßänderung in Folgeprozessen; geringeres Risiko risskritischen Verhaltens.
Es lohnt sich besonders bei Bauteilen mit engen Toleranzen, komplexen Geometrien oder großen Querschnitten, wenn sonst Verzug oder Maßänderungen erst bei der Weiterbearbeitung sichtbar werden.
- Typische Zeitpunkte: Im Aufmaßzustand vor der Fein-/Fertigbearbeitung sowie vor nachfolgenden Wärmebehandlungen oder thermochemischen Prozessen (z. B. Nitrieren).
- Typische Bauteile: Schweißkonstruktionen, Werkzeug- und Formenbau, großformatige oder asymmetrische Bauteile.
- Ziel im Prozess: Stabile Ausgangsbasis und höhere Vorhersagbarkeit des Bauteilverhaltens; weniger Nacharbeit und Ausschuss.
Der Prozess besteht aus gleichmäßigem Aufheizen auf eine Zieltemperatur, Halten zum Spannungsabbau und langsamer, kontrollierter Abkühlung (häufig im Ofen), damit keine neuen thermischen Spannungen entstehen.
- Schritt 1: Erwärmen: Gleichmäßig und kontrolliert auf Solltemperatur (werkstoff- und bauteilabhängig).
- Schritt 2: Halten: Durchwärmung des Querschnitts und Spannungsumlagerung; Dauer abhängig von Wanddicke, Masse und Ofentechnik.
- Schritt 3: Abkühlen: Langsam/definiert, um neue Spannungsgradienten zu vermeiden; oft Ofenabkühlung.
Die Temperatur liegt bei Stahl unterhalb der Umwandlungstemperatur Ac1; in der Praxis werden je nach Werkstoffgruppe und Zustand häufig Bereiche im mittleren Temperaturfeld unterhalb der Austenitisierung genutzt.
- Warum unter Ac1?: Damit keine Austenitisierung und keine gezielte Gefügeumwandlung ausgelöst wird.
- Vergütungsstähle (z. B. 42CrMo4): Spannungsarmglühtemperatur üblicherweise unterhalb der letzten Anlasstemperatur wählen, um mechanische Kennwerte nicht ungewollt zu verändern.
- Einflussgrößen: Werkstoff, Vorzustand, Bauteilgeometrie, geforderte Maßhaltigkeit und Folgeprozess.
Die Haltezeit dient der vollständigen Durchwärmung und dem Spannungsabbau; sie wird vor allem über die maximale Wanddicke, Bauteilmasse und die Wärmeleitfähigkeit des Werkstoffs festgelegt.
- Grundprinzip: Je größer der Querschnitt, desto länger ist die notwendige Haltezeit für einen gleichmäßigen Temperaturausgleich.
- Praxis: Pauschale Zeitangaben sind selten zielführend; die Auslegung erfolgt bauteil- und werkstoffspezifisch.
- Zusammenspiel mit Temperatur: Höhere Temperaturen beschleunigen den Spannungsabbau, erhöhen aber das Risiko von Eigenschaftsänderungen; niedrigere Temperaturen erfordern ggf. längere Haltezeiten.
Beim Spannungsarmglühen wird keine Phasenumwandlung angestrebt; bei geeigneter Temperaturführung bleibt das Gefüge im Wesentlichen erhalten, während Eigenspannungen abgebaut werden.
- Abgrenzung: Kein Härten oder gezieltes Festigkeitssteigern; Fokus liegt auf Spannungsumlagerung und -reduzierung.
- Risiko bei zu hoher Temperatur: Bei vergüteten/angelassenen Zuständen kann ein zusätzlicher Anlasseffekt auftreten; deshalb unterhalb der letzten Anlasstemperatur bleiben.
- Qualitätssicherung: Dokumentierte Prozessdaten und bei Bedarf ergänzende Prüfungen (z. B. Härteprüfung) unterstützen reproduzierbare Ergebnisse.
Nach dem Schweißen hilft Spannungsarmglühen, Schweißspannungen zu reduzieren und das Risiko von Verzug oder Rissbildung in der Weiterbearbeitung zu senken.
- Typische Einsatzfälle: Dickwandige Schweißkonstruktionen, große Querschnitte und Bauteile mit Querschnittssprüngen oder asymmetrischer Geometrie.
- Prozessführung: Gleichmäßige Erwärmung und kontrolliertes Abkühlen, um keine neuen thermischen Spannungen zu erzeugen.
- Planung: Werkstoff, Schweißzustand und geforderte Toleranzen vorab berücksichtigen.
Eine vorgelagerte Spannungsarmbehandlung kann das Verzugsrisiko beim Nitrieren reduzieren, weil weniger Eigenspannungen in den Folgeprozess eingehen.
- Sinnvoll bei: Hoher Maßanforderung, stark zerspanter Geometrie, Schweißanteilen oder Querschnittssprüngen.
- Typische Prozesskette: Grobbearbeitung -> Spannungsarmglühen -> Feinbearbeitung -> Nitrieren.
- Grenzen: Spanntechnik, Chargierung und Prozessauslegung bleiben entscheidend für die Maßhaltigkeit.
Beim Spannungsarmglühen von korrosionsbeständigem austenitischem Edelstahl wird das Verfahren in der Regel nicht empfohlen, weil es die Korrosionsbeständigkeit beeinträchtigen kann; stattdessen wird meist lösungsgeglüht.
- Warum kritisch: In bestimmten Temperaturbereichen können Carbidausscheidungen/Sensibilisierung auftreten – das erhöht das Risiko interkristalliner Korrosion.
- Übliche Alternative: Lösungsglühen (Solution Annealing) zur Einstellung bzw. Wiederherstellung der gewünschten Korrosions- und Gebrauchseigenschaften.
- Ausnahmefälle: In seltenen Fällen kann ein niedrigtemperiertes, eng geführtes Spannungsarmglühen zu begrenzter Spannungsreduzierung führen – das muss werkstoff- und anwendungsbezogen einzeln bewertet werden (z. B. Schweißzustand, Korrosionsanforderung, Geometrie).
- Für die Auslegung sind u. a. Werkstoffgüte, Zustand (geschweißt/kaltverfestigt), Oberflächenanforderung und Einsatzmedium relevant.
Beim Spannungsarmglühen von Aluminium liegen die Temperaturen deutlich niedriger als bei Stahl und sind stark abhängig von Legierung und Zustand.
- Ziel: Reduktion von Umform- oder Bearbeitungsspannungen bei möglichst stabilen mechanischen Eigenschaften.
- Legierungsabhängigkeit: Temperaturfenster unterscheiden sich je nach Legierungssystem und Wärmebehandlungszustand.
- Prozessführung: Gleichmäßiges Aufheizen und kontrolliertes Abkühlen zur Vermeidung neuer Spannungsgradienten.
Die maximal mögliche Bauteilgröße hängt von Ofennutzraum und zulässigem Stückgewicht ab; geeignete Kapazitäten werden an Bauteilabmessung und Ofentyp ausgerichtet.
- Relevante Daten: Abmessungen, Gewicht, maximale Wanddicke und Geometrie bestimmen Machbarkeit und Prozessführung.
- Praxisfaktoren: Chargierung, Auflage/Spannung und Wärmedurchgang beeinflussen Temperaturgleichmäßigkeit und Verzug.
- Hinweis: Für die Planung sind Zeichnung/3D-Daten und Angaben zur Fertigungsfolge hilfreich.
Die Kosten hängen vor allem von Werkstoff, Bauteilgröße/-gewicht, Prozessdauer (Temperatur, Haltezeit, Abkühlung) sowie Prüf- und Dokumentationsanforderungen ab.
- Für die technische Abstimmung hilfreich: Werkstoffbezeichnung/-nummer; Zeichnungen oder 3D-Daten; Abmessungen und Gewicht; vorherige Bearbeitungsschritte (z. B. Schweißen/Zerspanen); Toleranzanforderungen; geplante Folgeprozesse; Stückzahlen.
- Kostentreiber in der Praxis: Aufheiz-/Halte-/Abkühlzeiten, Ofenbelegung/Chargenplanung, Sonderanforderungen an Dokumentation und Prüfungen.
- Ziel: Parameterfestlegung so, dass Spannungsreduzierung und Maßhaltigkeit reproduzierbar erreicht werden.
Spannungsarmglühen wird häufig in Luft/Normalatmosphäre durchgeführt; wenn Oxidation, Zunder oder Verfärbungen kritisch sind, kann Schutzgas oder Vakuum sinnvoll sein.
- Luft/Normalatmosphäre: meist ausreichend, wenn die Oberfläche nach dem Glühen ohnehin bearbeitet oder gereinigt wird.
- Schutzgas: reduziert Oxidation und kann bei empfindlichen Oberflächenanforderungen sinnvoll sein.
- Vakuum: minimiert Oxidation sehr weitgehend, erfordert aber höhere prozess- und anlagentechnische Aufwände.
- Auswahlkriterien: Werkstoff, Oberflächenanforderung, nachfolgende Bearbeitung, geforderte Maßhaltigkeit sowie Wirtschaftlichkeit.
Das Aufmaß sollte so gewählt werden, dass nach dem Spannungsarmglühen genügend Material für die Endbearbeitung bleibt, ohne durch unnötig viel Nachzerspanung neue Spannungen einzubringen.
- Einflussgrößen: Bauteilgeometrie und Querschnitt, Werkstoff, Art der Vorbearbeitung (z. B. Schweißen/Zerspanen) und geforderte Toleranzen.
- Praxis: Aufmaß bevorzugt gezielt auf Funktions- und Referenzflächen vorsehen; bei kritischen Teilen ist eine Zwischenmessung nach dem Glühen sinnvoll.
- Hinweis: Pauschale mm-Angaben sind selten zielführend; die Festlegung erfolgt bauteil- und prozesskettenabhängig (inkl. Folgeprozessen wie Nitrieren).
Leistungsübersicht
Wärmebehandlung



Kontaktieren Sie unsere Spezialisten in der Wärmebehandlung.

