-
-
Leistungen
-
Wärmebehandlung
-
+Komplettlösungen
-
Service
KomplettlösungenMechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!
-
- Ansprechpartner
- Karriere bei SWF
- Unternehmen
-
Leistungen

Wärmebehandlung
Präzision & Reproduzierbarkeit: Wärmebehandlung bei SWF Siegen mit modernster Technik & individuellem Konzept ▶ Verfahren & Vorteile entdecken!

Komplettlösungen
Mechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!

Service
Kompetenter Service rund um Wärmebehandlung: Härteprüfung, Metallanalyse & Metallkurier mit ISO-zertifizierter Präzision
Gasnitrocarburieren (SINOX/SINIT)
Gasnitrocarburieren (SINOX/SINIT)

Das Gasnitrocarburieren ist ein thermochemisches Wärmebehandlungsverfahren zur gezielten Einstellung der Oberflächeneigenschaften metallischer Bauteile (unlegierte- bis mittelegierte Stähle bzw. Werkstoffe auf Eisenbasis). In einer gasförmigen Prozessatmosphäre diffundieren Stickstoff und Kohlenstoff in die Randschicht des Werkstoffs. Dabei entstehen zwei funktionale Zonen. Eine kompakte Verbindungsschicht an der Oberfläche sowie eine darunterliegende Diffusionszone. Beide Schichten wirken zusammen und beeinflussen Verschleißverhalten, Reibungseigenschaften, Korrosionsbeständigkeit und die mechanische Belastbarkeit der Bauteiloberfläche.
Im Unterschied zum reinen Gasnitrieren wird beim Gasnitrocarburieren zusätzlich Kohlenstoff eingebracht. Dadurch kann sich bei geeigneten Werkstoffen eine modifizierte Randschicht aus Verbindungsschicht und Diffusionszonemit erhöhter Oberflächenhärte und vergleichsweise kurzer Behandlungsdauer ausbilden. Die Behandlung erfolgt unterhalb der Umwandlungstemperatur des Stahls, sodass das Grundgefüge im Kern weitgehend erhalten bleibt. Dies unterstützt eine hohe Maßhaltigkeit, wodurch gasnitrocarburierte Bauteile häufig ohne nachträgliche mechanische Bearbeitung direkt eingesetzt werden können.
Je nach Prozessführung lassen sich die Eigenschaften der Verbindungsschicht weiter anpassen. Das Gasnitrocarburieren und Oxidieren (SINOX) ergänzt den Randschichtaufbau um eine gezielte Nachoxidation. Dabei bildet sich auf der vorhandenen Verbindungsschicht eine dünne Oxidschicht, die das Korrosionsverhalten entscheidend verbessert und der Oberfläche eine gleichmäßige, dunkel anthrazitfarbene Optik verleiht. Varianten ohne Oxidation führen zu einer grauen Oberfläche und werden dort eingesetzt, wo der Fokus stärker auf Verschleißschutz und Reibverhalten liegt.
Vorteile des Gasnitrocarburierens:
- Erhöhung der Verschleißbeständigkeit durch Ausbildung einer gezielten, harten Verbindungsschicht.
- Verbesserte Reib- und Gleiteigenschaften infolge nichtmetallsicher (keramikähnlicher) Schichtanteile.
- Kurze Behandlungszeiten im Vergleich zu anderen diffusionsbasierten Randschichtverfahren.
- Hohe Maßhaltigkeit, da die Behandlung unterhalb der Umwandlungstemperatur des Stahls erfolgt.
- Grundlegender Korrosionsschutz, der durch nachgelagerte Oxidation weiter gesteigert werden kann.
- Gleichmäßige und reproduzierbare Schichtausbildung bei geeigneter Prozessauslegung.
- In vielen Fällen keine Nachbearbeitung erforderlich, sodass Bauteile direkt weiterverwendet werden können.
- Geeignet für unlegierte und mittellegierte Stähle in Einzelteil und Serienfertigung.
- Ein partielles Abdecken von Bereichen, die nicht nitriert werden sollen, ist möglich.

Anlagennutzmaße: ≤ ø1750×2800 mm
Stückgewichte: ≤ 5000 kg
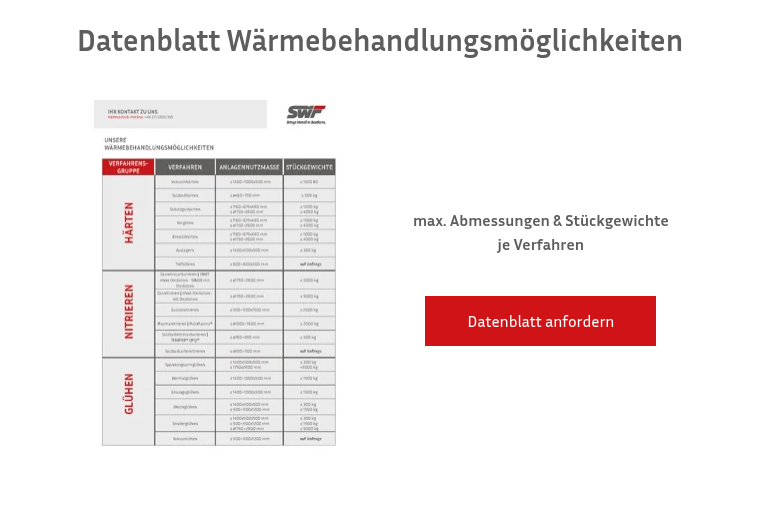
Im Datenblatt Wärmebehandlungsmöglichkeiten und Kapazitäten sind unsere Verfahren mit den zugehörigen Anlagennutzmaßen und den max. Stückgewichten in einer Übersicht tabellarisch dargestellt.
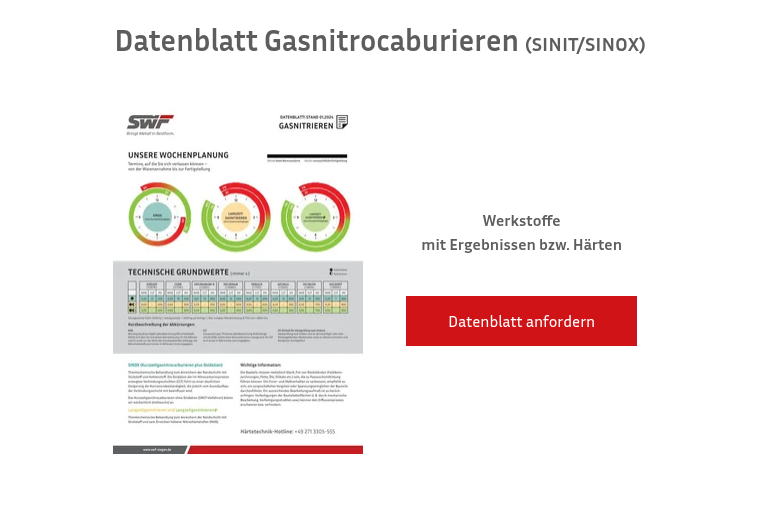
Im Datenblatt Gasnitrieren (Gasnitrocarburieren /Gasnitrieren) sind die mit unseren Verfahren erreichbaren, üblichen Ergebnisse wie Oberflächenhärten, Nitrierhärtetiefen sowie Verbindungsschichtdicken, sofern verfügbar, angegeben.
Nachfolgende Werkstoffe werden oft behandelt:
Unlegierte Baustähle
| 1.0580 | E355 |
| 1.0347 | DC03LCMB |
| 1.0577 | S355J2 |
| 1.0037 | ST37 |
| 1.0576 | St52-3N |
Vergütungsstähle
| 1.7225 | 42CrMo4 |
| 1.6580 | 30CrNiMo8 |
| 1.0503 | C45 |
Einsatzstähle
| 1.7131 | 16MnCr5 |
| 1.7139 | 16MnCrS5 |
| 1.5217 | 20MnV6 |
Werkzeugstähle für Kaltarbeit
| 1.1730 | C45W |
Werkzeugstähle für Warmarbeit
| 1.2343 | X38CrMoV5-1 |
Gussstähle
| 0.6025 | GG25 |
| 0.7040 | GGG40 |
| 0.7050 | GGG50 |
Automatenstähle
| 1.0715 | 9SMn28K |
| 1.0711 | 9S20 |
Sonderstähle Luft- und Raumfahrt
| 1.8154 | 50CrV4 |
Weitere Werkstoffe sind auf Anfrage möglich.
Verfahren im Überblick: Gasnitrocarburieren
Das Gasnitrocarburieren ist ein diffusionsbasierter thermochemischer Prozess, bei dem Stahlbauteile in einer kontrollierten gasförmigen Atmosphäre behandelt werden. Ziel ist es, Stickstoff und Kohlenstoff gezielt in die Randschicht einzubringen, um die Oberflächeneigenschaften an definierte funktionale Anforderungen anzupassen. Der Prozess findet unterhalb der Umwandlungstemperatur des Stahls statt. Dadurch bleibt das Grundgefüge im Bauteilkern weitgehend unverändert, während die Oberfläche gezielt modifiziert wird.
Während der Behandlung diffundieren die wirksamen Elemente aus der Prozessatmosphäre in das Bauteil. An der Oberfläche bildet sich eine Verbindungsschicht, die für Verschleißschutz, Reibverhalten und Grundkorrosionsschutz maßgeblich ist. Darunter entsteht eine Diffusionszone, in der Stickstoff in gelöster Form vorliegt und welche zur mechanischen Unterstützung der Randschicht beiträgt. Zusammengenommen ergibt sich ein funktionaler Schichtaufbau, der auf die jeweilige Anwendung abgestimmt werden kann.
Im Vergleich zum reinen Gasnitrieren wird beim Gasnitrocarburieren zusätzlich Kohlenstoff eingebracht. Dieser beeinflusst die Ausbildung und Zusammensetzung der Verbindungsschicht und ermöglicht bei geeigneten Werkstoffen eine angepasste Kombination aus Härte, Verschleißbeständigkeit und Reibverhalten. Je nach Auslegung der Prozessführung kann das Gasnitrocarburieren sowohl als eigenständige Randschichtbehandlung als auch in Kombination mit einer nachgelagerten Oxidation eingesetzt werden. Dadurch lässt sich der Funktionsumfang der Oberfläche weiter differenzieren, etwa mit Blick auf Korrosionsverhalten oder optische Anforderungen.
Das Gasnitrocarburieren ohne Oxidation wird bei der Siegener Werkzeug- und Härtetechnik GmbH(SWF) als sogenanntes SINIT angeboten. Wogegen das Gasnitrocarburieren mit anschließender Oxidation, als SINOX angeboten wird.
Schichtaufbau und Wirkprinzip
Beim Gasnitrocarburieren entsteht ein charakteristischer Randschichtaufbau, der sich aus zwei funktional unterschiedlichen Zonen zusammensetzt. Der Schichtaufbau ist entscheidend für die erreichbaren Oberflächeneigenschaften und wird im Wesentlichen durch Werkstoff, Prozessführung und Behandlungsdauer bestimmt.
Verbindungsschicht (CLT) und Diffusionszone (DZ)
- Die äußere Zone der gasnitrocarburierten Randschicht ist die sogenannte Verbindungsschicht. Die Schichtdicke wird mit der Abkürzung CLT bezeichnet, abgeleitet aus dem englischen Begriff Compound Layer Thickness (früher auch aus dem deutschen mit VS abgekürzt). Diese Schicht liegt direkt an der Bauteiloberfläche und besteht aus Eisen-Carbonitriden, die während des Prozesses entstehen. Die Verbindungsschicht ist maßgeblich für den Verschleißschutz sowie für das Reib und Gleitverhalten der Oberfläche verantwortlich.
- Unterhalb der Verbindungsschicht schließt sich die Diffusionszone (DZ) an. In diesem Bereich liegt Stickstoff interstitiell gelöst im Grundwerkstoff vor und kann – abhängig von Werkstoff und Prozess – mit Nitrid bildenden Legierungselementen (z. B. Chrom, Aluminium oder Titan) feindisperse Nitride bilden. Die Diffusionszone trägt zur mechanischen Abstützung der Verbindungsschicht bei und beeinflusst die Dauerfestigkeit sowie die Tragfähigkeit der Randschicht. Im Unterschied zur Verbindungsschicht weist sie keinen klar abgegrenzten Phasenaufbau auf, sondern geht kontinuierlich in das Grundmaterial über.
- Das Zusammenspiel von Verbindungsschicht und Diffusionszone ist entscheidend für die Funktion der gesamten Randschicht. Eine zu dünne oder zu dicke Verbindungsschicht kann je nach Anwendung nachteilig sein, weshalb die gezielte Spezifikation der CLT ein wichtiger Bestandteil der Prozessauslegung ist.
Reib- und Gleiteigenschaften, Verschleißschutz, Korrosionsverhalten
Die beim Gasnitrocarburieren gebildete Verbindungsschicht besitzt nicht metallische Eigenschaften (keramikähnlich), die sich positiv auf das Reib- und Gleitverhalten auswirken können. In tribologisch beanspruchten Anwendungen führt dies häufig zu stabileren Reibwerten und einer reduzierten Neigung zu Fressen oder adhäsivem Verschleiß. Der Verschleißschutz ergibt sich primär aus der hohen Oberflächenhärte und der geschlossenen Struktur der Verbindungsschicht.
Ein gewisser Korrosionsschutz ist ebenfalls gegeben, da die Verbindungsschicht als Barriere gegenüber dem Grundwerkstoff wirkt. Dieser Effekt ist jedoch begrenzt und stark von der Schichtzusammensetzung sowie von den Einsatzbedingungen abhängig. Für Anwendungen mit erhöhten Anforderungen an die Korrosionsbeständigkeit wird das Gasnitrocarburieren daher häufig mit einer nachgelagerten Oxidation kombiniert, um das Korrosionsverhalten gezielt zu verbessern.
Die erzielbaren Eigenschaften sind stets als System aus Werkstoff, Schichtaufbau und Einsatzbedingungen zu betrachten. Gasnitrocarburieren ersetzt keine konstruktiven oder werkstoffseitigen Maßnahmen, kann diese jedoch sinnvoll ergänzen, wenn die Anforderungen an Verschleiß, Reibung und Maßhaltigkeit klar definiert sind.

Varianten bei SWF: SINIT und SINOX
Wir bieten das Gasnitrocarburieren in zwei definierten Varianten an. Die Namen resultieren aus SINIT = Siegener Nitrocarburieren & SINOX = Siegener Nitrocarburieren mit Oxidation, als eigenständige, spezielle und modifizierte Verfahren. Beide Verfahren basieren auf demselben Grundprozess und unterscheiden sich durch die nachgelagerte Behandlung der Oberfläche. Daraus ergeben sich unterschiedliche Eigenschaften hinsichtlich Optik und Korrosionsverhalten, während Verschleißschutz und Maßhaltigkeit in beiden Fällen durch den gasnitrocarburierten Schichtaufbau bestimmt werden.
SINIT: Gasnitrocarburieren ohne Oxidation
Beim SINIT Verfahren erfolgt das Gasnitrocarburieren ohne anschließenden Oxidationsschritt. Die Randschicht setzt sich aus der ausgebildeten Verbindungsschicht und der darunterliegenden Diffusionszone zusammen. Nach der Behandlung weist die Oberfläche eine gleichmäßige graue Optik auf.
Der Korrosionsschutz ergibt sich ausschließlich aus der Verbindungsschicht selbst und ist daher als grundlegend einzuordnen. Er hängt maßgeblich von Schichtaufbau, Werkstoff und Einsatzbedingungen ab. SINIT wird bevorzugt eingesetzt, wenn der Schwerpunkt auf funktionalen Eigenschaften der Oberfläche liegt und keine erhöhten Anforderungen an die Korrosionsbeständigkeit bestehen.
Eigenschaften:
- Gasnitrocarburieren ohne nachgelagerte Oxidation
- Graue Oberflächenoptik
- Grundlegender Korrosionsschutz durch die Verbindungsschicht
- Fokus auf Verschleißschutz, Reibverhalten und Maßhaltigkeit
SINOX: Gasnitrocarburieren mit nachgelagerter Oxidation
Das SINOX Verfahren erweitert das Gasnitrocarburieren um einen gezielten Oxidationsschritt. Dabei wird auf der zuvor gebildeten Verbindungsschicht eine dünne Oxidschicht ausgebildet, die ergänzend auf die Randschichteigenschaften wirkt.
Diese Oxidschicht verbessert das Korrosionsverhalten der Oberfläche und verleiht den Bauteilen eine gleichmäßige, dunkel anthrazitfarbene Optik. Die erreichbare Korrosionsbeständigkeit ist jedoch nicht isoliert zu betrachten, sondern hängt wesentlich vom Grundaufbau der Verbindungsschicht ab. Insbesondere die Schichtdicke und Zusammensetzung der CLT beeinflussen die Schutzwirkung der Oxidschicht.
Eigenschaften:
- Gasnitrocarburieren und Oxidieren in einem nachgelagerten Prozessschritt
- Dunkel anthrazitfarbene Oberflächenoptik
- Erhöhter Korrosionsschutz durch zusätzliche Oxidschicht
- Geeignet für Anwendungen mit erhöhten Anforderungen an Korrosionsbeständigkeit und optische Gleichmäßigkeit
Beide Varianten ermöglichen eine gezielte Anpassung der Oberflächeneigenschaften an die jeweilige Anwendung. Die Auswahl des geeigneten Verfahrens erfolgt in der Regel auf Basis der funktionalen Anforderungen an Verschleiß, Korrosion und optische Erscheinung.
Schichtdicke & Härte beim Gasnitrocarburieren
Die Schichtdicke der Verbindungsschicht wird beim Gasnitrocarburieren üblicherweise als CLT angegeben. CLT steht für Compound Layer Thickness und beschreibt die Dicke der an der Oberfläche ausgebildeten Verbindungsschicht. Sie wird in Mikrometern bzw. µm angegeben und dient als zentrale Vorgabe für den Schichtaufbau. Auch heute ist die veraltete Abkürzung VS, die für Verbindungsschichtdicke steht, noch weit verbreitet. Die gewünschte CLT wird in der Regel in Abhängigkeit von der späteren Beanspruchung des Bauteils festgelegt. Dabei gilt, dass die Verbindungsschicht immer im Zusammenspiel mit der Diffusionszone zu betrachten ist.
Die Härte gasnitrocarburierter Randschichten wird üblicherweise mit dem Vickers Verfahren geprüft. Die Angabe erfolgt in HV und ermöglicht eine vergleichsweise feine Auflösung, die für dünne Randschichten erforderlich ist. Andere Härteprüfverfahren wie Rockwell sind für gasnitrocarburierte Schichten nur eingeschränkt geeignet, da die Eindringtiefe des Prüfkörpers die Schichtdicke überschreiten kann. Die gemessenen Werte wären in diesem Fall nicht repräsentativ für die Randschicht.
Geeignete Werkstoffe und typische Materialgruppen
Das Gasnitrocarburieren eignet sich vor allem für unlegierte und niedrig bis mittellegierte Eisenwerkstoffe. Die erreichbaren Schichteigenschaften hängen dabei wesentlich von der chemischen Zusammensetzung des Werkstoffs sowie von der Prozessführung ab. Die Siegener Werkzeug und Härtetechnik GmbH behandelt regelmäßig Bauteile aus den folgenden Werkstoffgruppen.
- Unlegierte Baustähle
Geeignet für Bauteile mit moderaten mechanischen Anforderungen. Aufgrund der geringen Legierungsanteile bildet sich die Verbindungsschicht in der Regel gleichmäßig aus, während die erreichbare Schichtdicke begrenzt ist.
Typische Beispiele: E355 (1.0580), DC03LCMB (1.0347), S355J2 (1.0577), St37 (1.0037), St52-3N (1.0576). - Vergütungsstähle
Diese Werkstoffe werden häufig für höher belastete Bauteile eingesetzt. Sie ermöglichen eine tragfähige Diffusionszone bei gleichzeitig hoher Kernfestigkeit, was für dynamisch beanspruchte Anwendungen relevant ist.
Typische Beispiele: 42CrMo4 (1.7225), 30CrNiMo8 (1.6580), C45 (1.0503). - Einsatzstähle
Einsatzstähle eignen sich für Bauteile, bei denen eine Kombination aus verschleißfester Oberfläche und zähem Kern gefordert ist. Beim Gasnitrocarburieren kann die Randschicht gezielt funktional ausgelegt werden.
Typische Beispiele: 16MnCr5 (1.7131), 16MnCrS5 (1.7139), 20MnV6 (1.5217). - Werkzeugstähle für Kaltarbeit
Diese Stähle werden eingesetzt, wenn erhöhte Anforderungen an Verschleißbeständigkeit bestehen. Die Eignung hängt stark von der Legierungszusammensetzung ab und sollte anwendungsbezogen geprüft werden.
Typisches Beispiel: C45W (1.1730). - Werkzeugstähle für Warmarbeit
Warmarbeitsstähle können unter bestimmten Voraussetzungen gasnitrocarburiert werden. Die Prozessauslegung erfolgt hierbei werkstoffspezifisch, um unerwünschte Schichteffekte zu vermeiden.
Typisches Beispiel: X38CrMoV5-1 (1.2343). - Gusswerkstoffe
Gusseisen und Gussstähle lassen sich je nach Gefüge und Zusammensetzung behandeln. Die Schichtbildung kann dabei variieren und erfordert eine sorgfältige Abstimmung.
Typische Beispiele: GG25 (0.6025), GGG40 (0.7040), GGG50 (0.7050). - Automatenstähle
Automatenstähle können gasnitrocarburiert werden, wobei die Schwefelgehalte die Schichtausbildung beeinflussen können.
Typische Beispiele: 9SMn28K (1.0715), 9S20 (1.0711). - Sonderstähle
Auch spezielle Legierungen, etwa aus dem Umfeld der Luft und Raumfahrt, sind grundsätzlich behandelbar, erfordern jedoch eine individuelle Bewertung.
Typisches Beispiel: 50CrV4 (1.8154).
Weitere Werkstoffe und spezielle Legierungen sowie Stähle können nach technischer Prüfung ebenfalls gasnitrocarburiert werden. Eine frühzeitige Abstimmung zur Werkstoffzusammensetzung und zum gewünschten Schichtaufbau ist hierfür empfehlenswert.
Eine vollständige Werkstoffübersicht finden Sie in unserem Datenblatt:
Bauteilabmessungen und Kapazitäten bei SWF
Für das modifizierte Gasnitrocarburieren SINIT & SINOX stehen bei der SWF Siegen Anlagen mit großzügigen Nutzmaßen zur Verfügung. Bauteile können bis zu einem Durchmesser von 1750 Millimetern und einer Höhe von 2800 Millimetern behandelt werden. Das maximal zulässige Stückgewicht beträgt bis zu 5000 Kilogramm.
Diese Kapazitäten ermöglichen die Wärmebehandlung sowohl kompakter Einzelteile als auch großvolumiger Bauteile oder Baugruppen. Für die Bauteilauslegung bedeutet dies, dass auch komplexe Geometrien und hohe Massen berücksichtigt werden können, sofern eine gleichmäßige Prozessführung gewährleistet ist. Insbesondere bei großen oder schweren Bauteilen ist eine frühzeitige Abstimmung sinnvoll, um Aspekte wie Beladung, Wärmeverteilung und Schichtgleichmäßigkeit in die Auslegung einzubeziehen.
Anfrage und Datenanlieferung
Für eine technisch belastbare Auslegung des Gasnitrocarburierens sind klare und vollständige Angaben zum Bauteil und zu den Anforderungen erforderlich. Sie ermöglichen es, Werkstoff, Prozessführung und Variante zielgerichtet auf die spätere Anwendung abzustimmen.
Für die technische Abstimmung einer Anfrage sind in der Regel folgende Informationen hilfreich:
- Werkstoffbezeichnung oder Werkstoffnummer
- Zeichnung des Bauteils mit eindeutiger Kennzeichnung der zu behandelnden bzw. zu isolierenden Bereiche
- Angabe relevanter Funktionsflächen sowie geometrischer Besonderheiten
- Anforderungen an Verbindungsschicht, Diffusionszone oder Oberflächenhärte
- Maß und Formtoleranzen nach der Wärmebehandlung
- Stückzahlen sowie Hinweise auf Einzelteil oder Serienfertigung
- Auswahl der gewünschten Variante, etwa Gasnitrocarburieren ohne Oxidation oder Gasnitrocarburieren und Oxidieren
Je nach Anwendungsfall kann zudem eine begleitende Dokumentation sinnvoll sein. Dazu zählen beispielsweise Prüfprotokolle zur Schichtdicke oder Härte, Härteverläufe an Proben oder Zeugnisse nach DIN EN 10204. Umfang und Art der Dokumentation werden üblicherweise im Rahmen der Anfrage abgestimmt.
Eine frühzeitige und vollständige Datenanlieferung erleichtert die Prozessauslegung und trägt dazu bei, die gewünschten Oberflächeneigenschaften reproduzierbar zu erreichen.

FAQ Gasnitrocarburieren (SINOX/SINIT)
Gasnitrocarburieren ist ein thermochemisches Diffusionsverfahren, bei dem Stickstoff und zusätzlich Kohlenstoff in die Randschicht von Stahlbauteilen eingebracht werden, um Oberflächeneigenschaften gezielt zu verändern. Im Unterschied zum Gasnitrieren wird also neben Stickstoff auch Kohlenstoff in die Prozesswirkung einbezogen.
- Schichtaufbau: Verbindungsschicht an der Oberfläche + darunter Diffusionszone.
- Wirkung: u. a. Verschleißschutz, angepasstes Reib-/Gleitverhalten; je nach Auslegung Grundkorrosionsschutz (SINIT) bzw. starker Korrosionsschutz (SINOX).
- Prozesstemperatur unterhalb der Umwandlungstemperatur: das Grundgefüge im Kern bleibt weitgehend erhalten → gute Maßhaltigkeit.
- Je nach Auslegung als Prozessohne nachgelagerte Oxidation (SINIT) oder mit nachgelagerter Oxidation (SINOX) nutzbar.
SINIT bezeichnet Gasnitrocarburieren ohne nachgelagerte Oxidation, SINOX ist Gasnitrocarburieren mit zusätzlichem Oxidationsschritt. Der Unterschied liegt damit vor allem in Korrosionsverhalten und Oberflächenoptik.
- SINIT: graue Oberfläche; Korrosionsschutz ergibt sich primär aus der Verbindungsschicht.
- SINOX: dunkel anthrazitfarbene Oberfläche; zusätzlicher Korrosionsschutz durch Oxidschicht.
- Die Auswahl richtet sich typischerweise nach Anforderungen an Korrosion, Optik und tribologische Funktion.
Beim SINOX-Verfahren wird nach dem Gasnitrocarburieren eine dünne Oxidschicht auf der Verbindungsschicht ausgebildet, was die Korrosionsbeständigkeit erhöhen kann. Gleichzeitig entsteht eine gleichmäßige, dunkel anthrazitfarbene Oberflächenoptik.
- Die Schutzwirkung der Oxidschicht hängt vom Grundaufbau der Verbindungsschicht ab (z. B. Dicke und Zusammensetzung).
- Korrosionsbeständigkeit ist im System aus Werkstoff, Schichtaufbau und Einsatzbedingungen zu bewerten.
- Für primär tribologische Anforderungen kann auch die Variante ohne Oxidation (SINIT) passend sein.
Die Verbindungsschicht ist die äußerste Zone aus Eisen-Carbonitriden; ihre Dicke wird als CLT (Compound Layer Thickness, früher oft „VS“) angegeben. Darunter liegt die Diffusionszone (DZ), in der Stickstoff gelöst vorliegt und ggf. feindisperse Nitride bildet, die die Verbindungsschicht mechanisch abstützen.
- Verbindungsschicht (CLT): maßgeblich für Verschleißschutz sowie Reib- und Gleitverhalten.
- Diffusionszone (DZ): trägt zur Tragfähigkeit/Dauerfestigkeit der Randschicht bei und geht kontinuierlich in den Grundwerkstoff über.
- CLT ist eine zentrale Spezifikation – je nach Anwendung kann „zu dünn“ oder „zu dick“ nachteilig sein.
Die Schichtdicke der Verbindungsschicht wird als CLT in Mikrometern (µm) spezifiziert; die veraltete Bezeichnung „VS“ ist ebenfalls verbreitet. Die Ziel-CLT wird aus der späteren Beanspruchung abgeleitet und immer gemeinsam mit der Diffusionszone betrachtet.
- In Zeichnungen wird CLT häufig als Bandbreite angegeben, um Prozess- und Bauteilstreuungen abzubilden.
- Für erhöhte Korrosionsschutzanforderungen sollte die Variante (SINOX) bzw. eine Oxidation eindeutig festgelegt werden.
- Für funktionskritische Flächen ist eine klare Definition der Messstelle(n) sinnvoll (z. B. Referenzfläche/Querschliffposition).
Die Härte gasnitrocarburierter Randschichten wird typischerweise mit der Vickers-Härteprüfung in HV angegeben, weil sie für dünne Schichten eine feinere Auflösung ermöglicht. Die Rockwell-Härteprüfung ist oft nur eingeschränkt geeignet, da die Eindringtiefe die Schichtdicke überschreiten kann und dann nicht mehr nur die Randschicht repräsentiert.
- Für belastbare Aussagen wird die Härte oft als Härteverlauf (Querschliff) bewertet, nicht nur als Einzelwert an bzw. auf der Oberfläche.
- Die Prüfmethode und Prüfkraft sollten zur Schichtdicke passen (damit der Eindruck nicht in den Kern „durchgreift“).
- Bei Prüfanforderungen sind Abnahmekriterien (z. B. Mindesthärte, Verlauf, Grenzwerte) vorab zu definieren.
NHD bzw. Nht (Nitrierhärtetiefe) beschreibt die Tiefe von der Oberfläche bis zu dem Punkt, an dem die Härte einen festgelegten Grenzwert erreicht. In der Praxis wird die NHD häufig aus einem Härteverlauf bestimmt (Grenzwert meist 50 HV über der Kernhärte, sofern so spezifiziert).
- Vorgehen: Kernhärte ermitteln → Härteeindrücke in definierten Abständen von der Oberfläche im Querschliff setzen → Tiefe am Härtegrenzwert ablesen.
- Für Lastfälle mit definierter Tragfähigkeit ist NHD/Nht ein Ergänzungskennwert zur CLT.
- Normative Referenzen hängen von der Spezifikation ab (z. B. DIN 50190-3 / DIN EN ISO 18203).
Gasnitrocarburieren eignet sich vor allem für unlegierte sowie niedrig bis mittellegierte Werkstoffe auf Eisenbasis; die erreichbaren Eigenschaften hängen von der chemischen Zusammensetzung und der Prozessführung ab.
- Typische Materialgruppen: unlegierte Baustähle, Vergütungsstähle, Einsatzstähle, ausgewählte Werkzeugstähle (Kalt-/Warmarbeit), Gusswerkstoffe, Automatenstähle.
- Die Schichtbildung kann je nach Legierung (z. B. Cr/Al/Ti) und Gefüge variieren; bei Sonderlegierungen empfiehlt sich eine technische Vorprüfung.
- Bei Automatenstählen können Schwefelgehalte die Schichtausbildung beeinflussen.
Da Gasnitrocarburieren unterhalb der Umwandlungstemperatur des Stahls abläuft, bleibt das Grundgefüge im Kern weitgehend erhalten, was eine hohe Maßhaltigkeit begünstigt. Verzug kann dennoch durch Eigenspannungen, Geometrie und ungleichmäßige Wärme-/Stoffverteilung entstehen.
- Für enge Toleranzen: relevante Funktionsflächen sowie Maß- und Formtoleranzen nach der Wärmebehandlung definieren.
- Bei großen/schweren Bauteilen sind Beladung und Wärmeverteilung wesentliche Auslegungsfaktoren.
- Gegebenenfalls sind vorgelagerte Maßnahmen (z. B. Spannungsarmglühen) pro Bauteil zu bewerten.
Ja, Bereiche, die nicht gasnitrocarburiert werden sollen, können partiell abgedeckt bzw. isoliert werden. Entscheidend ist, dass zu schützende Flächen und Übergänge in der Zeichnung eindeutig definiert sind.
- In der Zeichnung: zu behandelnde und zu isolierende Bereiche klar kennzeichnen (z. B. Schraffur/Legende).
- Übergänge planen: Maskierkanten erzeugen meist Übergangszonen; das kann bei Passungen/Triboflächen relevant sein.
- Bei funktionskritischen Maskierungen können Vorversuche/Proben sinnvoll sein.
Für eine belastbare Prozessauslegung sollten mindestens Werkstoff, Zeichnung/Geometrie, die geforderten Randschichtkennwerte (z. B. CLT, NHD/Nht, Härte) sowie Maß- und Formtoleranzen nach der Behandlung angegeben werden. Zusätzlich ist festzulegen, ob SINIT (ohne Oxidation) oder SINOX (mit Oxidation) gefordert ist.
- Werkstoffbezeichnung/-nummer und Stückzahlen (Einzelteil/Serie).
- Zeichnung mit markierten Funktionsflächen sowie ggf. zu isolierenden Bereichen.
- Spezifikation: CLT (µm) bzw. VS, ggf. NHD/Nht (mm) und/oder Härteanforderung (HV nach Vickers) inkl. Abnahmekriterien.
- Gewünschte Dokumentation (z. B. Prüfprotokolle, Härteverläufe, Zeugnisse nach DIN EN 10204).
Für Gasnitrocarburieren (SINIT/SINOX) werden Nutzmaße bis Ø 1750 mm und 2800 mm Höhe sowie Stückgewichte bis 5000 kg genannt. Für große oder schwere Bauteile sollte die Beladung und Prozessführung frühzeitig abgestimmt werden.
- Große Geometrien benötigen eine passende Positionierung/Beladung für gleichmäßige Wärme- und Atmosphärenführung.
- Bei Baugruppen sind Zugänglichkeit der Atmosphäre zu Funktionsflächen zu berücksichtigen.
- Für Spezifikationen an Großteilen kann eine definierte Proben-/Messstrategie sinnvoll sein.
Gasnitrocarburieren kann die Oberflächenrauheit verändern. Eine mechanische Nachbearbeitung ist nur eingeschränkt möglich, weil dabei Verbindungsschicht (und bei SINOX auch die Oxidschicht) abgetragen werden kann.
- Die resultierende Rauheit hängt u. a. von Ausgangsoberfläche, Geometrie, Schichtaufbau (CLT/Diffusionszone) und Prozessführung ab.
- Die Oxidation bei SINOX zielt primär auf Korrosionsverhalten und Optik; mögliche Rauheitsänderungen sollten bei funktionskritischen Flächen geprüft werden.
- Mechanische Nacharbeit (z. B. Schleifen/Polieren/Strahlen) kann die Funktionsschicht lokal reduzieren oder entfernen – Abtragsreserven und Funktionsflächen sollten daher vorab definiert werden.
- Empfehlung: Oberflächenanforderungen (z. B. Ra/Rz), zulässige Nacharbeit sowie ggf. zu isolierende Bereiche in Zeichnung und Anfrage eindeutig festlegen; bei Bedarf mit Musterteil/Proben abstimmen.
Leistungsübersicht
Wärmebehandlung



Kontaktieren Sie unsere Spezialisten in der Wärmebehandlung.

