-
-
Leistungen
-
Wärmebehandlung
-
+Komplettlösungen
-
Service
KomplettlösungenMechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!
-
- Ansprechpartner
- Karriere bei SWF
- Unternehmen
-
Leistungen

Wärmebehandlung
Präzision & Reproduzierbarkeit: Wärmebehandlung bei SWF Siegen mit modernster Technik & individuellem Konzept ▶ Verfahren & Vorteile entdecken!

Komplettlösungen
Mechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!

Service
Kompetenter Service rund um Wärmebehandlung: Härteprüfung, Metallanalyse & Metallkurier mit ISO-zertifizierter Präzision
Auslagern
Stahl auslagern

Das Auslagern von Stahl gehört zu den Wärmebehandlungsverfahren, mit denen sich mechanische Eigenschaften gezielt über Ausscheidungsvorgänge im Werkstoff einstellen lassen. Im Unterschied zu klassischen Härteprozessen wird dabei nicht das gesamte Gefüge umgewandelt, sondern die Festigkeit durch fein verteilte Ausscheidungen innerhalb der Matrix erhöht. Voraussetzung ist in der Regel ein lösungsgeglühter Ausgangszustand, aus dem heraus die gewünschten Eigenschaften durch eine kontrollierte Wärmebehandlung entwickelt werden.
Beim Stahl auslagern werden die Bauteile auf werkstoff- und eigenschaftsabhängige Temperaturen erwärmt und über definierte Zeiträume gehalten, die je nach Legierung mehrere Stunden betragen können. Während dieser Haltephase laufen gezielte Ausscheidungsprozesse ab, die maßgeblich für den späteren Festigkeitszustand verantwortlich sind. Die anschließende Abkühlung erfolgt in definierter Atmosphäre im Ofen und kann bei Bedarf aktiv gesteuert werden, um reproduzierbare Ergebnisse sicherzustellen. Die Prozessführung unterscheidet sich damit grundlegend vom Anlassen nach dem Härten, da andere metallphysikalische Mechanismen wirksam sind und deutlich längere Haltezeiten erforderlich sein können.
Für viele ausscheidungshärtbare Stähle stellt das Auslagern einen zentralen Prozessschritt dar, um definierte mechanische Kennwerte zuverlässig zu erreichen. Gleichzeitig bleibt die Formstabilität der Bauteile erhalten, da die Behandlung ohne ausgeprägte Gefügeumwandlungen erfolgt. Das Verfahren eignet sich daher besonders für Bauteile, bei denen neben der Festigkeit auch Maßhaltigkeit und gleichmäßige Eigenschaften über das gesamte Bauteil hinweg entscheidend sind.
Vorteile des Auslagerns von Stahl
- Homogene Bauteileigenschaften durch gleichmäßig ablaufende Ausscheidungsprozesse
- Hohe Formstabilität auch bei komplexen Geometrien
- Einstellung definierter Härte- und Festigkeitswerte entsprechend der Anwendung
- Reproduzierbare Ergebnisse durch kontrollierte Prozessführung
- Geeignet für funktionskritische Bauteile mit engen Toleranzanforderungen

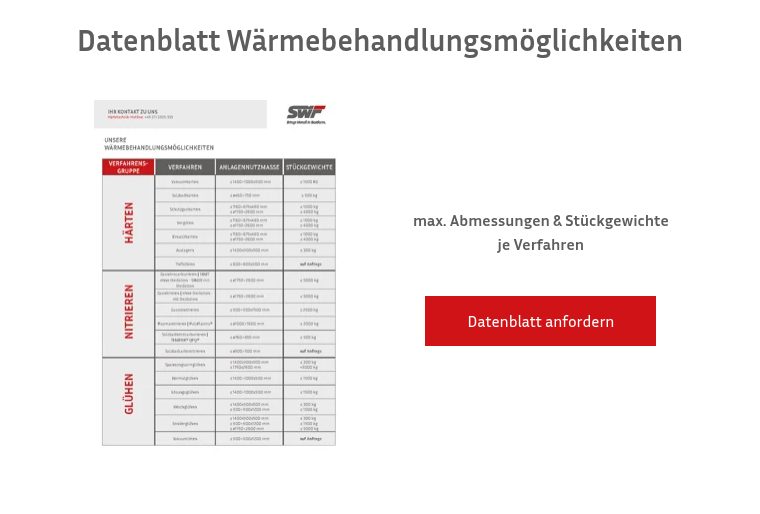
Anlagennutzmaße: ≤ 1400x900x500 mm
Stückgewichte: ≤ 300 kg
Im Datenblatt Wärmebehandlungsmöglichkeiten und Kapazitäten sind unsere Verfahren mit den zugehörigen Anlagennutzmaßen und den max. Stückgewichten in einer Übersicht tabellarisch dargestellt.
Im Datenblatt Auslagern sind die mit unseren Verfahren erreichbaren, üblichen Ergebnisse bzw. Härten angegeben
Nachfolgende Werkstoffe werden oft behandelt:
Werkzeugstähle für Kaltarbeit
| 1.2709 | X3NiCoMoTi-18-9-5 |
Rost- und säurebeständige Stähle
| 1.4568 | X7CrNiAl17-7 |
| 1.4542 | GX5CrNiCuNb16-4 |
Sonderstähle Luft- und Raumfahrt
| 1.4548 | X5CrNiCuNb17-4-4 |
| 1.4549 | X5CrNiCuNb16-4 |
| 1.6358 | X2NiCoMo18-9-5 |
Kupferlegierungen
| CuBe |
Das Auslagern kann bei korrosionsbeständigen Stählen, sowie NE-Metallen wie Aluminium-, Kupfer-, Nickel- und Messinglegierungen im lösungsgeglühten Ausgangszustand durchgeführt werden.
Weitere Werkstoffe sind auf Anfrage möglich.
Was ist das Auslagern von Stahl?
Das Auslagern von Stahl ist ein Wärmebehandlungsverfahren zur gezielten Einstellung mechanischer Eigenschaften durch sogenannte Ausscheidungsvorgänge im Werkstoff. Es wird vor allem bei ausscheidungshärtbaren Stählen eingesetzt, die zuvor in einem lösungsgeglühten Zustand vorliegen. In diesem Zustand sind die für die spätere Festigkeitssteigerung relevanten Legierungselemente zunächst gleichmäßig im Gefüge gelöst.
Beim Auslagern werden diese gelösten Bestandteile durch eine definierte Wärmebehandlung gezielt zur Ausscheidung gebracht. Dabei bilden sich fein verteilte Teilchen innerhalb der Metallmatrix, die die Bewegung von Versetzungen behindern. Dieser Effekt führt zu einer Erhöhung von Festigkeit und Härte, ohne dass eine grundlegende Gefügeumwandlung wie beim klassischen Härten erforderlich ist.
Ein wesentliches Merkmal des Verfahrens ist die kontrollierte Kombination aus Temperatur und Haltezeit. Beide Parameter bestimmen maßgeblich, welche Art, Größe und Verteilung der Ausscheidungen entsteht und damit auch die resultierenden Werkstoffeigenschaften. Je nach Werkstoffsystem kann das Auslagern einstufig oder mehrstufig erfolgen, um definierte Eigenschaftsprofile zu erreichen.
Wichtig ist die klare Abgrenzung zu anderen Wärmebehandlungen: Das Auslagern von Stahl ist nicht mit dem Anlassen nach dem Härten gleichzusetzen. Während beim Anlassen Spannungen reduziert und Eigenschaften angepasst werden, basiert das Auslagern auf einem eigenständigen Härtungsmechanismus. Dieser Unterschied ist insbesondere für die Auslegung der Prozessparameter und die Interpretation der erzielten Eigenschaften entscheidend.
In der industriellen Praxis wird das Auslagern häufig als gezielter Endschritt eingesetzt, um Bauteile nach der mechanischen Bearbeitung auf einen definierten Festigkeitszustand einzustellen.
Wann ist das Auslagern von Stahl sinnvoll?
Das Auslagern von Stahl ist immer dann sinnvoll, wenn mechanische Eigenschaften gezielt und reproduzierbar über Ausscheidungsvorgänge eingestellt werden sollen. Voraussetzung ist, dass der eingesetzte Werkstoff für eine ausscheidungshärtende Behandlung geeignet ist und sich im lösungsgeglühten Ausgangszustand befindet. In diesem Zustand können die gewünschten Festigkeits- und Härtewerte durch eine nachgelagerte Wärmebehandlung gezielt entwickelt werden.
Besonders relevant ist das Verfahren bei Bauteilen, bei denen neben der Festigkeit auch eine hohe Maßhaltigkeit gefordert ist. Da beim Auslagern keine ausgeprägten Gefügeumwandlungen wie beim klassischen Härten stattfinden, bleiben Form und Geometrie weitgehend stabil. Das ist vor allem bei komplexen oder eng tolerierten Bauteilen ein entscheidender Vorteil.
Sinnvoll ist das Verfahren insbesondere in folgenden Fällen:
- Wenn ausscheidungshärtbare Stähle nach dem Lösungsglühen auf einen definierten Festigkeitszustand gebracht werden sollen
- Wenn Bauteile mit engen Maß- und Formtoleranzen gefertigt werden und Verzug minimiert werden muss
- Wenn reproduzierbare mechanische Eigenschaften über Serien hinweg gefordert sind
- Wenn die Wärmebehandlung als gezielter Endschritt nach der mechanischen Bearbeitung eingesetzt wird
Im Vergleich zu anderen Wärmebehandlungen wird das Auslagern von Stahl gezielt dort eingesetzt, wo klassische Härteverfahren entweder nicht anwendbar sind oder nicht die gewünschten Eigenschaftskombinationen liefern.

Ablauf beim Auslagern von Stahl
Der Prozess beginnt mit einem lösungsgeglühten Ausgangszustand und endet mit Bauteilen, deren mechanische Eigenschaften reproduzierbar eingestellt sind.
Ein strukturierter Prozessablauf ist entscheidend, um die gewünschten Ausscheidungsvorgänge kontrolliert ablaufen zu lassen und gleichmäßige Bauteileigenschaften sicherzustellen.
- Ausgangszustand und Vorbereitung
Die Bauteile liegen in der Regel im lösungsgeglühten Zustand vor. In diesem Gefügezustand sind die relevanten Legierungselemente gleichmäßig im Werkstoff gelöst. Vor der Wärmebehandlung wird geprüft, ob der Zustand für das Auslagern geeignet ist und ob besondere Anforderungen an Sauberkeit oder Chargierung bestehen.
- Erwärmung auf Auslagerungstemperatur
Die Bauteile werden kontrolliert auf eine werkstoffspezifische Temperatur erwärmt. Diese liegt deutlich unterhalb der Lösungsglühtemperatur und ist so gewählt, dass gezielte Ausscheidungsprozesse einsetzen können.
- Haltephase zur Ausscheidungsbildung
Während der Haltezeit, die je nach Werkstoff mehrere Stunden betragen kann, bilden sich fein verteilte Ausscheidungen im Gefüge. Diese Phase ist entscheidend für die spätere Festigkeit und Härte. Dauer und Temperatur werden so abgestimmt, dass die gewünschte Eigenschaftskombination erreicht wird.
- Gesteuerte Abkühlung
Nach der Haltephase werden die Bauteile in definierter Atmosphäre im Ofen abgekühlt. Je nach Anforderung kann die Abkühlung passiv oder aktiv gesteuert erfolgen, um eine gleichmäßige Temperaturverteilung und stabile Ergebnisse sicherzustellen.
- Prüfung und Bewertung der Ergebnisse
Im Anschluss an das Auslagern werden die erreichten Eigenschaften überprüft. Je nach Anforderung können Härteprüfungen oder weiterführende Untersuchungen durchgeführt werden, um die Einhaltung der Spezifikationen zu bestätigen.
Je nach Werkstoffsystem kann der Ablauf angepasst oder erweitert werden, beispielsweise durch mehrstufige Auslagerungsprozesse.
Welche Prozessparameter sind beim Auslagern entscheidend?
Beim Auslagern von Stahl wird das Ergebnis maßgeblich durch die präzise Abstimmung weniger, aber entscheidender Prozessparameter bestimmt. Diese Parameter wirken nicht isoliert, sondern in enger Wechselwirkung. Bereits geringe Abweichungen können dazu führen, dass sich die gewünschten Ausscheidungsstrukturen und damit die mechanischen Eigenschaften verändern.
Eine zentrale Rolle spielt die Auslagerungstemperatur. Sie bestimmt, wie schnell und in welcher Form sich Ausscheidungen im Gefüge bilden. Bei zu niedrigen Temperaturen laufen die Prozesse sehr langsam ab, während bei zu hohen Temperaturen eine Überalterung einsetzen kann. In diesem Fall wachsen die Ausscheidungen zu stark, wodurch die Festigkeit wieder abnimmt.
Eng damit verknüpft ist die Haltezeit. Sie legt fest, wie lange die Ausscheidungsprozesse ablaufen können. Kurze Haltezeiten führen häufig zu unvollständig ausgebildeten Strukturen, während zu lange Haltezeiten ebenfalls eine Überalterung begünstigen. Temperatur und Zeit müssen daher immer gemeinsam betrachtet und auf den jeweiligen Werkstoff abgestimmt werden.
Ein weiterer Einflussfaktor ist die Abkühlungsart nach der Haltephase. Auch wenn die Abkühlung beim Auslagern weniger kritisch ist als bei klassischen Härteverfahren, kann sie dennoch die Gleichmäßigkeit der Eigenschaften beeinflussen. Eine kontrollierte Abkühlung unterstützt reproduzierbare Ergebnisse und reduziert mögliche Spannungsunterschiede innerhalb des Bauteils.
Darüber hinaus spielt der Ausgangszustand des Werkstoffs eine entscheidende Rolle. Nur wenn der Stahl zuvor korrekt lösungsgeglüht wurde und die Legierungselemente homogen im Gefüge vorliegen, kann das Auslagern die gewünschten Effekte erzielen. Abweichungen im Ausgangszustand wirken sich direkt auf das Ergebnis aus und müssen bei der Prozessauslegung berücksichtigt werden.
Für die praktische Umsetzung bedeutet das: Das Auslagern von Stahl erfordert eine präzise Abstimmung aller Parameter auf Werkstoff, Geometrie und Anforderung. Erst das Zusammenspiel von Temperatur, Haltezeit, Abkühlung und Ausgangszustand ermöglicht es, definierte Festigkeits- und Härtewerte zuverlässig einzustellen.
Werkstoffe im Überblick
Das Auslagern von Stahl wird vor allem bei ausscheidungshärtbaren Werkstoffen eingesetzt, die im lösungsgeglühten Zustand vorliegen. Entscheidend ist, dass die Legierungszusammensetzung gezielte Ausscheidungsprozesse ermöglicht, über die sich die gewünschten mechanischen Eigenschaften einstellen lassen.
Die Siegener Werkzeug- und Härtetechnik GmbH (SWF) behandelt regelmäßig die folgenden Werkstoffgruppen:
- Ausscheidungshärtbare Werkzeugstähle und Sonderstähle
Diese Werkstoffe sind auf hohe Festigkeiten bei gleichzeitig guter Maßstabilität ausgelegt. Sie werden häufig in anspruchsvollen technischen Anwendungen eingesetzt, bei denen reproduzierbare Eigenschaften erforderlich sind.
Typische Beispiele: 1.2709 (X3NiCoMoTi-18-9-5), 1.6358 (X2NiCoMo18-9-5)
- Rost- und säurebeständige, ausscheidungshärtbare Edelstähle
Diese Stähle kombinieren Korrosionsbeständigkeit mit einstellbaren Festigkeitswerten. Das Auslagern dient hier gezielt dazu, nach dem Lösungsglühen definierte mechanische Eigenschaften zu erzeugen.
Typische Beispiele: 1.4542 (GX5CrNiCuNb16-4), 1.4548 (X5CrNiCuNb17-4-4), 1.4549 (X5CrNiCuNb16-4), 1.4568 (X7CrNiAl17-7)
- Werkstoffe für additive Fertigung
Speziell entwickelte Edelstähle aus dem 3D-Druck werden häufig im lösungsgeglühten Zustand weiterverarbeitet und anschließend ausgelagert, um die gewünschten Endeigenschaften zu erreichen.
Beispiel: EOS StainlessSteel CX
- Kupfer- und Kupferlegierungen
Auch bestimmte NE-Metalle lassen sich durch Auslagern festigkeitssteigernd behandeln. Kupfer-Beryllium-Legierungen sind ein typisches Beispiel für ausscheidungshärtbare Systeme außerhalb der Stahlgruppe.
Beispiel: CuBe
Darüber hinaus kann das Auslagern auch bei weiteren Werkstoffen wie Aluminium-, Nickel- oder Messinglegierungen eingesetzt werden, sofern diese für eine ausscheidungshärtende Behandlung geeignet sind.
Eine Übersicht mit weiteren Werkstoffen finden Sie in unserem Datenblatt:
Kapazitäten bei SWF in Siegen
Für das Auslagern von Stahl stehen bei SWF in Siegen Anlagen zur Verfügung, die Bauteile bis zu Abmessungen von 1400 × 900 × 500 mm und einem Stückgewicht von bis zu 300 kg aufnehmen können. Diese Kapazitäten ermöglichen die Behandlung unterschiedlichster Bauteilgeometrien, von kleineren Präzisionsteilen bis hin zu größeren und massiveren Komponenten.
Die Auslagerungsparameter wie Temperatur, Haltezeit und Abkühlungsbedingungen werden werkstoff- und bauteilspezifisch eingestellt. Ziel ist es, die gewünschten mechanischen Eigenschaften reproduzierbar und prozesssicher zu erreichen. Dabei werden sowohl die Anforderungen des Werkstoffs als auch Geometrie, Masse und spätere Einsatzbedingungen des Bauteils berücksichtigt.
Für Projekte mit unterschiedlichen Losgrößen bietet SWF flexible Lösungen in der Chargenplanung. Neben standardisierten Chargen können auch angepasste Sonderchargen umgesetzt werden, um spezifische Anforderungen hinsichtlich Bauteilgröße, Stückzahl oder Prozessführung abzubilden.
Anfrage, Beratung & Projektablauf
Eine präzise Abstimmung im Vorfeld ist entscheidend, um das Auslagern von Stahl optimal auf Werkstoff, Bauteilgeometrie und spätere Einsatzbedingungen auszulegen. Bereits in der Anfragephase werden die relevanten technischen Anforderungen erfasst und in eine belastbare Prozessdefinition überführt.
Für die technische Abstimmung einer Anfrage sind in der Regel folgende Angaben hilfreich:
- Werkstoffbezeichnung oder Werkstoffnummer
- Technische Zeichnung der Bauteile
- Ausgangszustand des Materials, insbesondere lösungsgeglüht oder bereits vorbehandelt
- Relevante Funktionsflächen und geometrische Besonderheiten
- Anforderungen an Festigkeit, Härte oder spezifische mechanische Kennwerte
- Maß- und Formtoleranzen nach der Wärmebehandlung
- Stückzahlen sowie geplante Serien- oder Wiederholbedarfe
- Vorgaben zur Prüfung, Dokumentation oder Nachweisführung
Auf Basis dieser Informationen erfolgt die werkstoff- und bauteilspezifische Auslegung des Auslagerungsprozesses. Temperatur, Haltezeit und Abkühlbedingungen werden so definiert, dass die geforderten Eigenschaften reproduzierbar erreicht werden können.
Im weiteren Projektverlauf unterstützt SWF mit begleitenden Prüf- und Dokumentationsleistungen. Dazu gehören je nach Anforderung beispielsweise Härteprüfungen, metallographische Untersuchungen oder die Erstellung von Prüfberichten. Ergänzend können logistische Lösungen für Anlieferung und Rücktransport der Bauteile integriert werden, sodass ein durchgängiger und planbarer Ablauf entsteht.

FAQ Vergüten
Das Auslagern von Stahl ist eine Wärmebehandlung, bei der Festigkeit und Härte durch kontrollierte Ausscheidungen im Werkstoff eingestellt werden. Voraussetzung ist in der Regel ein lösungsgeglühter Zustand eines ausscheidungshärtbaren Werkstoffs.
- Gelöste Legierungselemente werden bei definierter Temperatur gezielt zur Ausscheidung gebracht.
- Die fein verteilten Ausscheidungen behindern die Versetzungsbewegung in der Metallmatrix.
- Der Festigkeitsanstieg erfolgt ohne ausgeprägte martensitische Gefügeumwandlung wie beim klassischen Härten.
- Temperatur und Haltezeit bestimmen Größe, Verteilung und Wirksamkeit der Ausscheidungen.
Auslagern und Anlassen beruhen auf unterschiedlichen metallphysikalischen Mechanismen. Beim Auslagern entsteht die Festigkeitssteigerung durch Ausscheidungen, während das Anlassen ein zuvor gehärtetes Gefüge entspannt und in seinen Eigenschaften anpasst.
- Auslagern wird typischerweise nach dem Lösungsglühen bei ausscheidungshärtbaren Werkstoffen eingesetzt.
- Anlassen folgt üblicherweise auf das Härten und beeinflusst Spannungen, Zähigkeit und Härte eines gehärteten Gefüges.
- Beim Auslagern können längere Haltezeiten erforderlich sein, weil die Ausscheidungsbildung kontrolliert ablaufen muss.
Für die Prozessauslegung dürfen Auslagerungsparameter deshalb nicht mit Anlassparametern gleichgesetzt werden.
Das Auslagern ist sinnvoll, wenn ausscheidungshärtbare Stähle nach dem Lösungsglühen auf definierte Festigkeits- und Härtewerte gebracht werden sollen. Besonders relevant ist das Verfahren bei Bauteilen mit engen Maß- und Formtoleranzen.
- Geeignet für Werkstoffe, deren Legierungssystem eine Ausscheidungshärtung ermöglicht.
- Vorteilhaft bei komplexen Geometrien, funktionskritischen Flächen und engen Toleranzanforderungen.
- Sinnvoll als Endschritt nach der mechanischen Bearbeitung, wenn reproduzierbare Eigenschaften gefordert sind.
- Nicht jeder Stahl ist auslagerungsfähig; der Werkstoffzustand und die Legierungszusammensetzung sind entscheidend.
Zum Auslagern eignen sich vor allem ausscheidungshärtbare Stähle, Sonderstähle und Edelstähle sowie bestimmte NE-Metall-Legierungen. Entscheidend ist, dass der Werkstoff im geeigneten Ausgangszustand vorliegt und Ausscheidungsprozesse zulässt.
- Typische Stahlbeispiele sind 1.2709, 1.6358, 1.4542, 1.4548, 1.4549 und 1.4568.
- Auch additiv gefertigte Werkstoffe wie EOS StainlessSteel CX können in passenden Prozessketten ausgelagert werden.
- Bei Kupferlegierungen ist CuBe ein typisches Beispiel für ausscheidungshärtbare Systeme außerhalb der Stahlgruppe.
- Die konkrete Wärmebehandlung wird werkstoffspezifisch anhand Datenblatt, Ausgangszustand und Zielkennwerten ausgelegt.
Der Prozess beginnt meist mit lösungsgeglühten Bauteilen, die auf eine werkstoffspezifische Auslagerungstemperatur erwärmt und über eine definierte Zeit gehalten werden. Danach erfolgt eine kontrollierte Abkühlung und bei Bedarf eine Prüfung der erreichten Eigenschaften.
- Ausgangszustand prüfen: Werkstoff, Lösungsglühzustand, Sauberkeit und Chargierung.
- Kontrolliert erwärmen: Temperatur deutlich unterhalb der Lösungsglühtemperatur wählen.
- Haltephase fahren: Ausscheidungen bilden sich während der werkstoffabhängigen Haltezeit.
- Definiert abkühlen: Abkühlung im Ofen und in kontrollierter Atmosphäre, passiv oder aktiv gesteuert.
- Ergebnis bewerten: zum Beispiel durch Härteprüfung oder weiterführende Werkstoffuntersuchungen.
Die wichtigsten Prozessparameter sind Auslagerungstemperatur, Haltezeit, Abkühlungsbedingungen und Ausgangszustand des Werkstoffs. Sie bestimmen gemeinsam, ob die gewünschte Ausscheidungsstruktur und damit die geforderten mechanischen Eigenschaften entstehen.
- Zu niedrige Temperaturen oder zu kurze Haltezeiten können zu unvollständiger Ausscheidungsbildung führen.
- Zu hohe Temperaturen oder zu lange Haltezeiten können Überalterung begünstigen und die Festigkeit wieder reduzieren.
- Die Abkühlung beeinflusst die Gleichmäßigkeit der Bauteileigenschaften und mögliche Spannungsunterschiede.
- Geometrie, Masse und Chargierung müssen bei der Prozessführung mit berücksichtigt werden.
Durch Auslagern lassen sich vor allem Härte, Festigkeit und gleichmäßige Bauteileigenschaften einstellen. Je nach Werkstoff kann die Prozessführung auch das Verhältnis aus Festigkeit, Zähigkeit, Maßhaltigkeit und Korrosionsbeständigkeit beeinflussen.
- Der Festigkeitszuwachs entsteht durch fein verteilte Ausscheidungen in der Metallmatrix.
- Die erreichbaren Werte hängen vom Werkstoff, der Vorbehandlung und den Auslagerungsparametern ab.
- Bei ausscheidungshärtbaren Edelstählen ist die Kombination aus Festigkeit und Korrosionsbeständigkeit zu berücksichtigen.
Für funktionskritische Bauteile sollten Zielwerte, Toleranzen und Prüfanforderungen vorab definiert werden.
Das Auslagern gilt im Vergleich zu klassischen Härteverfahren als formstabiler, weil keine ausgeprägte Gefügeumwandlung im gesamten Bauteil abläuft. Verzug ist dennoch nicht grundsätzlich ausgeschlossen und hängt unter anderem von Geometrie, Eigenspannungen und Prozessführung ab.
- Geringere Umwandlungseffekte unterstützen eine hohe Maßhaltigkeit, insbesondere bei präzisen Bauteilen.
- Einflussgrößen sind Bauteilgeometrie, Wanddicken, Vorbearbeitung, Spannungszustand und Chargierung.
- Eine definierte Ofenatmosphäre und kontrollierte Abkühlung unterstützen reproduzierbare Ergebnisse.
- Bei engen Toleranzen sollten kritische Maße und Funktionsflächen bereits in der Anfrage benannt werden.
Ja, das Auslagern kann je nach Werkstoffsystem einstufig oder mehrstufig ausgelegt werden. Die Stufen werden so kombiniert, dass Ausscheidungsart, Ausscheidungsgröße und Eigenschaftsprofil zum geforderten Einsatzfall passen.
- Einstufige Prozesse werden häufig genutzt, wenn ein definierter Festigkeitszustand direkt erreichbar ist.
- Mehrstufige Prozesse können sinnvoll sein, wenn Werkstoffdatenblatt, Normvorgaben oder Bauteilanforderungen dies vorsehen.
- Zwischenstufen beeinflussen die Ausscheidungsentwicklung und müssen eng mit dem Werkstoffzustand abgestimmt werden.
- Die Prozessroute sollte nicht pauschal übertragen, sondern pro Werkstoff und Zielkennwert festgelegt werden.
Nach dem Auslagern sind je nach Spezifikation Härteprüfungen, Prüfberichte oder weiterführende Werkstoffuntersuchungen sinnvoll. Die Prüfung dient dazu, die geforderten Eigenschaften und die Reproduzierbarkeit der Wärmebehandlung nachzuweisen.
- Härteprüfung zur Kontrolle des erreichten Festigkeitszustands.
- Metallographische Untersuchungen, wenn Gefüge, Ausscheidungszustand oder Prozesssicherheit bewertet werden sollen.
- Prüfberichte oder dokumentierte Prozessdaten bei qualitäts- oder nachweispflichtigen Bauteilen.
Prüfumfang und Akzeptanzkriterien sollten vor der Wärmebehandlung abgestimmt werden.
SWF kann beim Auslagern Bauteile bis zu 1400 × 900 × 800 mm und einem Stückgewicht von bis zu 1500 kg behandeln. Die konkrete Machbarkeit hängt zusätzlich von Geometrie, Chargierung, Werkstoff und Prozessanforderung ab.
- Geeignet für kleinere Präzisionsteile ebenso wie für größere oder massivere Komponenten innerhalb der Anlagenkapazität.
- Geometrie, Masse und Losgröße beeinflussen Chargenplanung und Temperaturführung.
- Sonderchargen können bei spezifischen Anforderungen an Größe, Stückzahl oder Prozessführung relevant sein.
- Für die Prüfung der Machbarkeit sollten Zeichnung, Werkstoff und Zielwerte mitgegeben werden.
Leistungsübersicht
Wärmebehandlung



Kontaktieren Sie unsere Spezialisten in der Wärmebehandlung.

