-
-
Leistungen
-
Wärmebehandlung
-
+Komplettlösungen
-
Service
KomplettlösungenMechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!
-
- Ansprechpartner
- Karriere bei SWF
- Unternehmen
-
Leistungen

Wärmebehandlung
Präzision & Reproduzierbarkeit: Wärmebehandlung bei SWF Siegen mit modernster Technik & individuellem Konzept ▶ Verfahren & Vorteile entdecken!

Komplettlösungen
Mechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!

Service
Kompetenter Service rund um Wärmebehandlung: Härteprüfung, Metallanalyse & Metallkurier mit ISO-zertifizierter Präzision
Vergüten
Stahl vergüten

Das Vergüten von Stahl gehört zu den klassischen Verfahren der Wärmebehandlung und kombiniert das Härten mit einem anschließenden Anlassen bei erhöhten Temperaturen. Ziel ist es, ein ausgewogenes Verhältnis aus Festigkeit und Zähigkeit zu erreichen. Während beim Härten ein hartes, aber sprödes Gefüge entsteht, sorgt das nachgelagerte Anlassen dafür, dass die innere Struktur gezielt umgewandelt wird. So entsteht ein vergüteter Stahl, der mechanischen Belastungen dauerhaft standhalten kann und gleichzeitig eine ausreichende Duktilität aufweist.
Abhängig vom eingesetzten Stahl und der Prozessführung lassen sich Streckgrenze, Zugfestigkeit und Kerbschlagzähigkeit innerhalb definierter Bereiche einstellen. In der industriellen Praxis wird das Stahl Vergüten daher häufig eingesetzt, wenn Bauteile sowohl hohen statischen als auch dynamischen Belastungen ausgesetzt sind und ein rein gehärteter Zustand nicht ausreichend ist.
Bei der Siegener Werkzeug und Härtetechnik GmbH (SWF) erfolgt das Vergüten von Stählen unter kontrollierten Bedingungen in unterschiedlichen Prozessumgebungen wie Vakuum, Schutzgas oder Salzbad. Dadurch kann die Wärmebehandlung präzise an Werkstoff, Geometrie und geforderte Eigenschaften angepasst werden. Die Kombination aus geeigneter Anlagentechnik und abgestimmter Prozessführung trägt dazu bei, reproduzierbare Ergebnisse zu erzielen und auch anspruchsvolle Bauteile prozesssicher zu behandeln.
Vorteile des Vergütens von Stahl
- Kombination aus hoher Festigkeit und gleichzeitig verbesserter Zähigkeit
- Gezielte Einstellung mechanischer Kennwerte wie Streckgrenze und Zugfestigkeit
- Anpassung der Werkstoffeigenschaften an konkrete Einsatzbedingungen
- Breites Anwendungsspektrum für unterschiedlich beanspruchte Bauteile
- Gute Reproduzierbarkeit bei kontrollierter Prozessführung

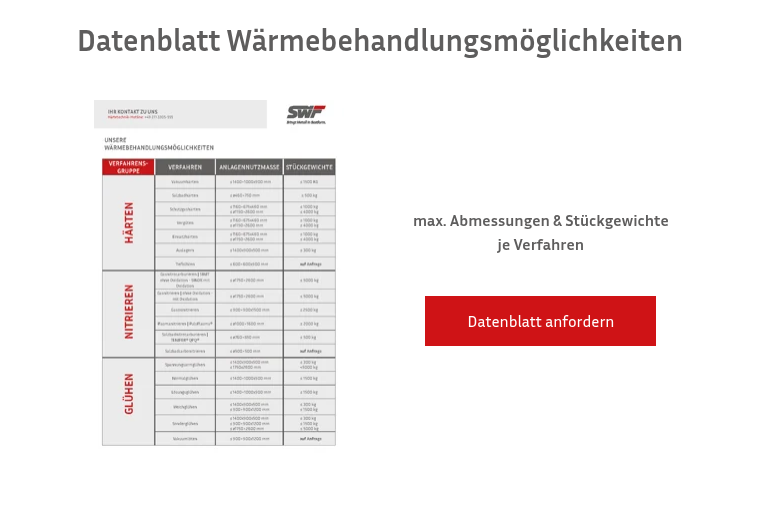
Anlagennutzmaße: ≤ 1160×675x480 mm / ≤ Ø1150×2600 mm
Stückgewichte: ≤ 1000 kg / ≤ 4000 kg
Im Datenblatt Wärmebehandlungsmöglichkeiten und Kapazitäten sind unsere Verfahren mit den zugehörigen Anlagennutzmaßen und den max. Stückgewichten in einer Übersicht tabellarisch dargestellt.
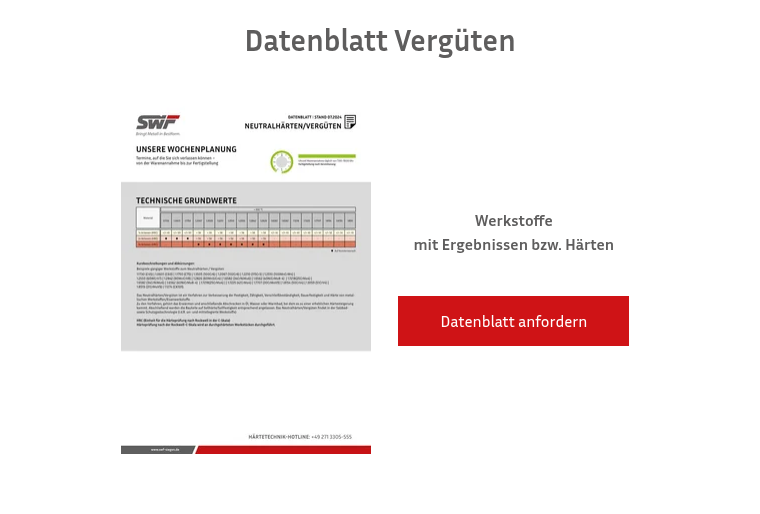
Im Datenblatt Neutralhärten (Salzbadhärten/Schutzgashärten) sind die mit unseren Verfahren erreichbaren, üblichen Ergebnisse bzw. Härten angegeben.
Weitere Werkstoffe sind auf Anfrage möglich.
In der Regel können alle gängigen Vergütungs-, Kaltarbeits-, Warmarbeitsstähle sowie martensitische rost- und säurebeständigen Stähle behandelt werden.
Sprechen Sie uns zu geeigneten Werkstoffen an, wir beraten Sie gerne.
Was ist das Vergüten von Stahl?
Das Vergüten von Stahl ist ein Wärmebehandlungsverfahren, bei dem zwei aufeinander abgestimmte Prozessschritte kombiniert werden: das Härten und das anschließende Anlassen. Ziel dieser Wärmebehandlung ist es, die mechanischen Eigenschaften eines Werkstoffs gezielt einzustellen und ein ausgewogenes Verhältnis zwischen Festigkeit und Zähigkeit zu erreichen.
Im ersten Schritt wird der Stahl auf eine werkstoffabhängige Temperatur erwärmt und anschließend abgeschreckt. Dadurch entsteht ein hartes, jedoch vergleichsweise sprödes Gefüge. Erst durch das nachfolgende Anlassen bei erhöhten Temperaturen wird dieses Gefüge gezielt verändert. Innere Spannungen werden reduziert und die Struktur so eingestellt, dass der Werkstoff weniger bruchanfällig ist und gleichzeitig eine definierte Festigkeit beibehält.
Ein vergüteter Stahl weist nicht die maximale Härte auf, sondern eine technisch sinnvoll eingestellte Eigenschaftskombination. Diese umfasst insbesondere:
- hohe Zugfestigkeit bei gleichzeitig ausreichender Dehnfähigkeit
- verbesserte Kerbschlagzähigkeit im Vergleich zu rein gehärteten Zuständen
- erhöhte Widerstandsfähigkeit gegenüber wechselnden mechanischen Belastungen
Das Vergüten von Stählen wird daher bevorzugt eingesetzt, wenn Bauteile im Einsatz nicht nur statischen Kräften, sondern auch dynamischen oder schlagartigen Beanspruchungen ausgesetzt sind. Im Unterschied zu Verfahren, die primär auf maximale Oberflächenhärte abzielen, steht hier die durchgehende, volumenwirksame Einstellung der Werkstoffeigenschaften im Vordergrund.
Wann ist Vergüten sinnvoll?
Das Vergüten von Stahl ist immer dann sinnvoll, wenn Bauteile sowohl hohe Festigkeit als auch eine ausreichende Zähigkeit aufweisen müssen. In vielen technischen Anwendungen reicht eine reine Erhöhung der Härte nicht aus, da spröde Werkstoffe unter dynamischer Belastung zum Bruch neigen können. Durch das gezielte Stahl Vergüten entsteht hingegen ein Werkstoffzustand, der mechanische Belastungen besser aufnehmen und verteilen kann.
Das Stahl Vergüten wird typischerweise eingesetzt, wenn definierte Kennwerte wie Zugfestigkeit, Streckgrenze oder Kerbschlagzähigkeit erreicht werden sollen. Diese Anforderungen treten vor allem bei sicherheitsrelevanten oder hoch beanspruchten Bauteilen auf, bei denen ein zuverlässiges Verhalten unter Last entscheidend ist.
Typische Einsatzfälle für vergüteten Stahl sind:
- Bauteile im Maschinen- und Anlagenbau mit wechselnden Belastungen
- Wellen, Achsen und Verbindungselemente mit hohen Anforderungen an Festigkeit und Zähigkeit
- Komponenten, die Stoßbelastungen oder Schwingungen ausgesetzt sind
- Werkstücke, bei denen eine durchgehende Eigenschaftsanpassung im gesamten Querschnitt erforderlich ist
Das Verfahren eignet sich daher besonders für Anwendungen, bei denen ein ausgewogenes Eigenschaftsprofil wichtiger ist als maximale Härte.

Prozessablauf beim Vergüten von Stahl
Das Vergüten von Stahl folgt einem klar definierten, mehrstufigen Ablauf. Die einzelnen Prozessschritte bauen aufeinander auf und bestimmen maßgeblich die späteren mechanischen Eigenschaften des Bauteils. Je nach Werkstoff, Geometrie und Zielvorgaben wird die Wärmebehandlung individuell abgestimmt.
Der typische Ablauf beim Vergüten von Stahl umfasst:
- Erwärmen auf Härtetemperatur
Der Stahl wird zunächst auf eine werkstoffspezifische Temperatur oberhalb der sogenannten Austenitisierungstemperatur erwärmt. In diesem Temperaturbereich wandelt sich das Gefüge in Austenit um, was die Voraussetzung für die anschließende Härtung darstellt. - Abschrecken
Nach dem Halten auf Härtetemperatur erfolgt das rasche Abkühlen, beispielsweise in Öl, Gas oder Salzbad. Durch dieses Abschrecken entsteht ein hartes martensitisches Gefüge. In diesem Zustand ist der Werkstoff zwar fest, jedoch noch vergleichsweise spröde. - Anlassen bei erhöhter Temperatur
Im dritten Schritt wird das Bauteil erneut erwärmt, jedoch auf eine niedrigere Temperatur als beim Härten. Dieses Anlassen dient dazu, innere Spannungen abzubauen und die Zähigkeit gezielt zu erhöhen. Gleichzeitig werden Festigkeit und Härte auf einen definierten Wert eingestellt. - Abkühlen auf Umgebungstemperatur
Nach dem Anlassen erfolgt das kontrollierte Abkühlen. Das Bauteil befindet sich nun im vergüteten Zustand mit einer abgestimmten Kombination aus Festigkeit und Zähigkeit.
Die konkrete Ausführung der einzelnen Schritte hängt von mehreren Einflussgrößen ab. Dazu zählen insbesondere der verwendete Werkstoff, die Bauteilabmessungen sowie die geforderten mechanischen Kennwerte.
Prozessparameter
Die mechanischen Eigenschaften eines vergüteten Stahls werden maßgeblich durch die gewählten Prozessparameter bestimmt. Beim Vergüten von Stahl handelt es sich daher nicht um ein starres Standardverfahren, sondern um eine gezielt gesteuerte Wärmebehandlung, bei der mehrere Einflussgrößen aufeinander abgestimmt werden müssen.
Zu den zentralen Parametern zählen:
- Härtetemperatur
Die Austenitisierungstemperatur ist werkstoffabhängig und beeinflusst die spätere Gefügeausbildung. Eine zu niedrige Temperatur kann zu unvollständiger Umwandlung führen, während zu hohe Temperaturen Kornwachstum begünstigen können. - Haltezeit auf Härtetemperatur
Die Dauer des Temperaturhaltens stellt sicher, dass das Bauteil gleichmäßig durchwärmt wird. Sie hängt von Werkstoff, Bauteilgröße und Wandstärke ab. - Abschreckmedium und Abkühlgeschwindigkeit
Die Wahl des Abschreckmediums bestimmt die Abkühlrate. Diese beeinflusst direkt die Ausbildung des martensitischen Gefüges und damit die erreichbare Festigkeit. - Anlasstemperatur und Anlassdauer
Beim anschließenden Anlassen werden Härte, Streckgrenze und Zugfestigkeit gezielt eingestellt. Mit steigender Anlasstemperatur nimmt in der Regel die Zähigkeit zu, während die Härte abnimmt. Die genaue Kombination aus Temperatur und Zeit bestimmt das finale Eigenschaftsprofil. - Bauteilgeometrie und Werkstoffzusammensetzung
Legierungselemente wie Chrom, Molybdän oder Vanadium beeinflussen das Härtungsverhalten und die Anlassreaktion. Auch Querschnittsänderungen oder große Wandstärken wirken sich auf Temperaturverteilung und Abkühlverhalten aus.
Eine enge Abstimmung zwischen Werkstoffauswahl, Zielkennwerten und Prozessführung ist erforderlich. Werden beispielsweise konkrete Anforderungen an Zugfestigkeit oder Kerbschlagzähigkeit gestellt, müssen die Parameter so gewählt werden, dass diese Werte reproduzierbar erreicht werden können. Da entsprechende Kennwerte häufig nur durch zerstörende Prüfungen ermittelt werden, ist bei bestimmten Spezifikationen die Bereitstellung von Proben erforderlich.
Werkstoffe im Überblick
Das Vergüten von Stählen ist grundsätzlich auf Werkstoffe ausgelegt, deren chemische Zusammensetzung eine gezielte Einstellung von Festigkeit und Zähigkeit ermöglicht. Entscheidend ist dabei ein ausreichender Gehalt an Kohlenstoff sowie gegebenenfalls an Legierungselementen, die das Härtungs- und Anlassverhalten beeinflussen.
Die SWF in Siegen behandelt regelmäßig folgende Werkstoffgruppen:
- Vergütungsstähle
Diese Stähle sind speziell für eine kombinierte Wärmebehandlung aus Härten und Anlassen ausgelegt. Sie erreichen im vergüteten Zustand hohe Festigkeiten bei gleichzeitig ausreichender Zähigkeit. Typische Vertreter sind 42CrMo4, der häufig im Maschinenbau eingesetzt wird, oder C45 für mechanisch beanspruchte Bauteile mittlerer Belastung. - Kaltarbeitsstähle
Diese Werkstoffe werden vor allem für Werkzeuge verwendet, die bei Raumtemperatur hohen mechanischen Beanspruchungen ausgesetzt sind. Durch das Vergüten von Stählen dieser Gruppe kann eine geeignete Kombination aus Verschleißwiderstand und Bruchsicherheit eingestellt werden. - Warmarbeitsstähle
Warmarbeitsstähle kommen bei erhöhten Einsatztemperaturen zum Einsatz, etwa in Umform- oder Druckgießprozessen. Das angepasste Vergüten von Stahl dieser Werkstoffklasse dient dazu, eine belastbare Gefügestruktur zu erzeugen, die sowohl thermischen als auch mechanischen Beanspruchungen standhält. - Martensitische rost- und säurebeständige Stähle
Bestimmte martensitische Edelstähle können ebenfalls vergütet werden, um ihre Festigkeit zu steigern und die Gebrauchseigenschaften zu optimieren. Hier ist eine besonders sorgfältige Prozessführung erforderlich, da Legierungsbestandteile das Umwandlungsverhalten beeinflussen.
Je nach Werkstoffzusammensetzung und gefordertem Eigenschaftsprofil wird die Wärmebehandlung individuell angepasst. Nicht jeder Stahl ist gleichermaßen für das Vergüten geeignet, weshalb eine werkstofftechnische Prüfung im Vorfeld empfehlenswert ist.
Eine vollständige Werkstoffübersicht finden Sie in unserem Datenblatt:
Kapazitäten bei SWF in Siegen
Für das Vergüten von Stahl stehen bei SWF in Siegen Anlagen zur Verfügung, die unterschiedliche Bauteilgrößen und Geometrien abdecken. Die verfügbaren Anlagennutzmaße liegen bei bis zu 1160 × 675 × 480 mm beziehungsweise bei rotationssymmetrischen Bauteilen bis zu einem Durchmesser von 1150 mm und einer Länge von 2600 mm. Je nach Anlagentyp können Stückgewichte von bis zu 1000 kg beziehungsweise bis zu 4000 kg verarbeitet werden.
Diese Kapazitäten ermöglichen das Vergüten von Stählen sowohl für kleinere Serienbauteile als auch für großvolumige und massivere Komponenten. Unterschiedliche Bauteilgeometrien können dabei ebenso berücksichtigt werden wie spezifische Anforderungen an Maßhaltigkeit und Gefügeausbildung.
Anfrage, Beratung & Projektablauf
Ein präzise ausgelegtes Vergüten von Stahl beginnt bereits vor der eigentlichen Wärmebehandlung. Entscheidend ist, dass Werkstoff, Bauteilgeometrie und geforderte mechanische Eigenschaften frühzeitig abgestimmt werden. Auf dieser Grundlage kann die Prozessführung so definiert werden, dass die gewünschten Kennwerte reproduzierbar erreicht werden.
Für die technische Abstimmung einer Anfrage sind in der Regel folgende Angaben hilfreich:
- Werkstoffbezeichnung oder Werkstoffnummer
Eine eindeutige Zuordnung des Materials ist die Grundlage für die Auswahl geeigneter Parameter beim Vergüten von Stählen. - Technische Zeichnung mit relevanten Funktionsbereichen
Insbesondere beanspruchte Zonen sowie geometrische Besonderheiten wie unterschiedliche Querschnitte oder Kerbstellen sollten klar gekennzeichnet sein. - Anforderungen an mechanische Kennwerte
Angaben zu gewünschter Zugfestigkeit, Streckgrenze oder Kerbschlagzähigkeit sind zentral für die Auslegung der Wärmebehandlung zum Stahl Vergüten. - Maß- und Formtoleranzen nach der Behandlung
Diese beeinflussen unter anderem die Wahl des Abschreckverfahrens und die Prozessführung im Detail. - Stückzahlen und Serienanforderungen
Losgrößen und Wiederholhäufigkeit sind relevant für die Chargenplanung und wirtschaftliche Umsetzung. - Bedarf an Prüfungen und Dokumentation
Werden definierte Kennwerte gefordert, sind häufig zerstörende Prüfungen erforderlich. In solchen Fällen sollten entsprechende Proben, beispielsweise für Zugversuche oder Kerbschlagprüfungen, bereitgestellt werden.
Auf Basis dieser Angaben erfolgt zunächst eine technische Prüfung der Anfrage. Anschließend werden geeignete Prozessparameter festgelegt und die Durchführung terminiert. Während der Wärmebehandlung wird der Prozess dokumentiert, sodass die erzielten Ergebnisse nachvollziehbar und reproduzierbar sind.
Bei Bedarf können ergänzende Prüfungen durchgeführt und die Ergebnisse für die weitere Fertigung freigegeben werden. So entsteht ein strukturierter Projektablauf, der das Vergüten von Stahl nicht nur als Einzelleistung, sondern als nachvollziehbaren und planbaren Prozess abbildet.

FAQ Vergüten
Das Vergüten von Stahl ist die Kombination aus Härten und anschließendem Anlassen bei erhöhter Temperatur. Ziel ist ein vergüteter Stahl mit ausgewogenem Verhältnis aus Festigkeit, Zähigkeit und Duktilität - nicht die maximal mögliche Härte.
Prinzip:
- Prozessfolge: Austenitisieren, Abschrecken, Anlassen.
- Werkstoffzustand: Härte bleibt erhalten, Sprödigkeit wird gezielt reduziert und innere Spannungen werden abgebaut.
- Begriffsnutzung: Wenn von „Metall vergüten“ oder „Stahl vergüten“ die Rede ist, ist im industriellen Umfeld meist das Vergüten von Stahl gemeint.
Vergüten ist sinnvoll, wenn Bauteile sowohl hohe Festigkeit als auch ausreichende Zähigkeit benötigen. Im Unterschied zum reinen Härten steht nicht die Maximalhärte, sondern ein belastbares Eigenschaftsprofil für statische und dynamische Beanspruchung im Vordergrund.
- Typische Bauteile: Wellen, Achsen, Verbindungselemente und hoch beanspruchte Maschinenbauteile.
- Reines Härten: sehr harter, aber spröderer Werkstoffzustand.
- Vergüten: geringere Bruchneigung und bessere Eignung für wechselnde oder stoßartige Lasten.
Beim Stahl vergüten folgen auf das Erwärmen auf Härtetemperatur das Abschrecken, das Anlassen und das kontrollierte Abkühlen. Die genaue Prozessführung hängt von Werkstoff, Geometrie und Zielkennwerten ab.
- 1. Erwärmen: oberhalb der werkstoffabhängigen Austenitisierungstemperatur.
- 2. Abschrecken: je nach Anforderung z. B. in Öl, Gas oder Salzbad.
- 3. Anlassen: erneutes Erwärmen auf niedrigere Temperatur zur Einstellung von Härte und Zähigkeit.
- 4. Abkühlen: kontrolliert auf Umgebungstemperatur.
Je nach Werkstoff und Prozessführung lassen sich Zugfestigkeit, Streckgrenze, Härte und Kerbschlagzähigkeit in Zielbereichen einstellen. Maßgeblich sind vor allem Härtetemperatur, Haltezeit, Abschreckintensität sowie Anlasstemperatur und Anlassdauer.
- Temperaturwirkung: Mit steigender Anlasstemperatur nimmt in der Regel die Zähigkeit zu, während Härte und Festigkeit sinken.
- Einflussgrößen: Legierungselemente, Wandstärken und Querschnittswechsel beeinflussen das Härtungsverhalten.
- Absicherung: Werden feste Werte spezifiziert, sind dafür oft Prüfungen an Proben erforderlich.
Vergütet werden typischerweise Vergütungsstähle, viele Kaltarbeits- und Warmarbeitsstähle sowie ausgewählte martensitische rost- und säurebeständige Stähle. Entscheidend sind ausreichender Kohlenstoffgehalt, Härtbarkeit und das geforderte Eigenschaftsprofil im Querschnitt.
- Werkstoffzusammensetzung: Nicht jeder Stahl ist gleichermaßen für das Vergüten geeignet.
- Zielzustand: Im Vordergrund stehen volumenwirksame Eigenschaften über den Querschnitt und nicht nur oberflächenwirksame wie z. B. die Oberflächenhärte.
- Begriffsklärung: Wenn im Suchumfeld von „Metall vergüten“ gesprochen wird, ist technisch meist Stahl gemeint.
42CrMo4 ist ein klassischer Vergütungsstahl für höhere Festigkeits- und Zähigkeitsanforderungen. C45 lässt sich ebenfalls vergüten, reagiert wegen seiner geringeren Härtbarkeit aber stärker auf Bauteilquerschnitt, Geometrie und Abschreckroute.
- 42CrMo4: häufig für höher belastete Bauteile im Maschinen- und Anlagenbau.
- C45: eher für mittlere Beanspruchung und beherrschbare Querschnitte.
- Zielwerte: gewünschte Festigkeit oder Zähigkeit sollten immer zusammen mit Zeichnung und Prüfumfang abgestimmt werden.
51CrV4 (1.8159) kann im passenden Wärmebehandlungsfenster auf feder- bzw. funktionsgerechte Festigkeits- und Zähigkeitsniveaus eingestellt werden. Bei 16MnCr5 (1.7131) und 1.2312 (40CrMnMoS8-6) ist dagegen eine Einzelfallprüfung sinnvoll, weil diese Werkstoffe häufig für andere Zielzustände ausgewählt werden.
- 16MnCr5 (1.7131): typischer Einsatzstahl; bei durchgehenden Vergütungsanforderungen sollte die Eignung separat bewertet werden.
- 1.2312 (40CrMnMoS8-6): oft im vorvergüteten Lieferzustand im Werkzeug- und Formenbau im Einsatz; zusätzliche Wärmebehandlung verändert den Ausgangszustand.
- 51CrV4 (1.8159): Anwendung und Zielkennwerte entscheiden über die konkrete Prozessauslegung.
Geometrie, Wandstärken, Querschnittswechsel und Abschreckmedium beeinflussen Temperaturverteilung, Umwandlungsverhalten und damit das Verzugsrisiko. Je komplexer das Bauteil, desto enger müssen Werkstoff, Chargierung und Prozessparameter aufeinander abgestimmt werden.
- Kerbstellen: Starke Querschnittsänderungen und Kerben erhöhen lokale Spannungen.
- Abkühlung: Öl, Gas und Salzbad erzeugen unterschiedliche Abkühlgeschwindigkeiten.
- Toleranzen: Maß- und Formtoleranzen sollten vorab in der Anfrage genannt werden.
Für eine belastbare Auslegung sollten Werkstoffbezeichnung, technische Zeichnung, Zielkennwerte, Toleranzen, Stückzahlen sowie Prüf- und Dokumentationsanforderungen früh vorliegen. Werden Zugfestigkeit, Streckgrenze oder Kerbschlagzähigkeit gefordert, sind meist zerstörende Prüfungen und passende Proben notwendig.
- Material: Werkstoffnummer oder eindeutige Bezeichnung.
- Zeichnung: Funktionsflächen, kritische Querschnitte und Kerbstellen markieren.
- Qualitätssicherung: Prüfumfang, Dokumentation und Freigabekriterien vorab definieren.
Nach den vorliegenden Kapazitätsangaben sind beim Vergüten Bauteile bis 1160 x 675 x 480 mm beziehungsweise rotationssymmetrische Teile bis Ø1150 x 2600 mm möglich. Je nach Anlagentyp können Stückgewichte bis 1000 kg oder 4000 kg verarbeitet werden.
- Geometrieabhängigkeit: Nutzmaße und Gewichte sind immer mit der konkreten Anlage abzugleichen.
- Einsatzspektrum: geeignet für kleinere Serienbauteile ebenso wie für größere Komponenten.
- Planung: eine frühe Kapazitätsprüfung vereinfacht Termin- und Chargenplanung.
Ja, beim Vergüten von Stahl sind abhängig von Werkstoff, Geometrie, Querschnitt und Abschreckbedingungen Form- und Maßänderungen sowie Verzug möglich. Bei engen Toleranzen oder nachfolgender Endbearbeitung sollte deshalb ein geeignetes Aufmaß vorgesehen und vorab abgestimmt werden.
- Ursachen: Erwärmung, Abschrecken, Gefügeumwandlung und Spannungsabbau können Lage-, Form- und Maßänderungen auslösen.
- Kritische Geometrien: Schlanke, asymmetrische, dünnwandige oder stark querschnittswechselnde Bauteile reagieren empfindlicher.
- Aufmaß: Bei enger Toleranzlage oder nachfolgender Endbearbeitung ist je nach Bauteil ein abgestimmtes Aufmaß sinnvoll.
- Abstimmung: Funktionsflächen, zulässige Verzüge sowie Maß- und Formtoleranzen sollten vor der Wärmebehandlung benannt werden.
Leistungsübersicht
Wärmebehandlung



Kontaktieren Sie unsere Spezialisten in der Wärmebehandlung.

