-
-
Leistungen
-
Wärmebehandlung
-
+Komplettlösungen
-
Service
KomplettlösungenMechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!
-
- Ansprechpartner
- Karriere bei SWF
- Unternehmen
-
Leistungen

Wärmebehandlung
Präzision & Reproduzierbarkeit: Wärmebehandlung bei SWF Siegen mit modernster Technik & individuellem Konzept ▶ Verfahren & Vorteile entdecken!

Komplettlösungen
Mechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!

Service
Kompetenter Service rund um Wärmebehandlung: Härteprüfung, Metallanalyse & Metallkurier mit ISO-zertifizierter Präzision
Normalglühen
Normalglühen von Stahl

Das Normalglühen gehört zu den klassischen Wärmebehandlungsverfahren für metallische Werkstoffe und wird insbesondere beim Normalglühen von Stahl eingesetzt, um Gefüge und mechanische Eigenschaften gezielt zu vereinheitlichen. Durch das Erwärmen auf eine werkstoffabhängig definierte Temperatur oberhalb des Umwandlungsbereichs und anschließendes Abkühlen an ruhender definierter Atmosphäre entsteht ein gleichmäßigeres Gefüge mit feinerer Kornausbildung. Auf diese Weise lassen sich inhomogene Strukturen, wie sie beispielsweise nach dem Gießen oder Umformen auftreten können, gezielt ausgleichen.
Im Fokus der Anwendung des Normalglühens steht die Herstellung eines reproduzierbaren und homogenen Ausgangszustands für nachgelagerte Fertigungsschritte. Die gleichmäßige Gefügeausbildung wirkt sich direkt auf die mechanischen Eigenschaften aus und schafft stabile Voraussetzungen für die weitere Bearbeitung. Insbesondere bei Bauteilen mit unterschiedlichen Wandstärken oder komplexen Geometrien trägt das Verfahren dazu bei, lokale Eigenschaftsunterschiede zu reduzieren und die Prozesssicherheit in der Weiterverarbeitung zu erhöhen.
Die Prozessführung beim Normalglühen wird bei SWF konsequent an Werkstoff und Bauteil angepasst. Parameter wie Temperaturführung und Dauer des Normalglühens werden nicht pauschal festgelegt, sondern gezielt auf die jeweilige Anwendung abgestimmt. Dadurch lässt sich das Verfahren sowohl für einfache Geometrien als auch für anspruchsvolle Bauteile mit erhöhten Anforderungen an Gleichmäßigkeit und Maßhaltigkeit einsetzen.
Vorteile des Normalglühens:
- Gleichmäßige und homogene Festigkeit über das gesamte Bauteil
- Reduzierung von Gefügeunterschieden nach Gieß- oder Umformprozessen
- Verbesserte Zerspanbarkeit und Umformbarkeit in der Weiterverarbeitung
- Gute Oberflächenoptik durch kontrollierte Wärmebehandlung
- Schutz vor Randentkohlung bei geeigneter Prozessführung
- Hohe Reproduzierbarkeit durch werkstoff- und bauteilspezifische Auslegung

Anlagennutzmaße: ≤ 900×900x1200 mm
Stückgewichte: ≤ 1500 kg
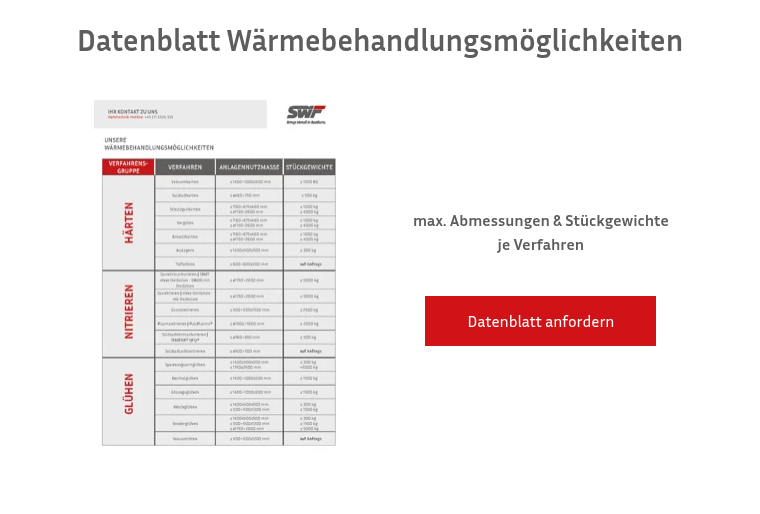
Im Datenblatt Wärmebehandlungsmöglichkeiten und Kapazitäten sind unsere Verfahren mit den zugehörigen Anlagennutzmaßen und den max. Stückgewichten in einer Übersicht tabellarisch dargestellt.
Im Datenblatt Normalglühen sind die mit unseren Verfahren erreichbaren, üblichen Ergebnisse angegeben.
Nachfolgende Werkstoffe werden oft behandelt:
Unlegierte Baustähle
| 1.0570 | St52-3 |
| 1.0037 | ST37 |
| 1.0576 | S355J2H |
| 1.0037 | ST37K |
| 1.0577 | S355J2 |
Vergütungsstähle
| 1.7225 | 42CrMo4 |
| 1.7707 | 30CrMoV9 |
| 1.0503 | C45 |
Nitrierstähle
| 1.8519 | 31CrMoV9 |
| 1.8550 | 34CrAlNi7 |
Einsatzstähle
| 1.7131 | 16MnCr5 |
Werkzeugstähle für Kaltarbeit
| 1.1730 | C45W |
| 1.2312 | 40CrMnMoS8-6 |
| 1.2767 | 45NiCrMo16 |
| 1.2379 | X155CrVMo12-1 |
Werkzeugstähle für Warmarbeit
| 1.2343 | X38CrMoV5-1 |
Rost- und säurebeständige Stähle
| 1.4301 | X5CrNi18-10 |
| 1.4435 | X2CrNiMo18-14-3 |
| 1.4021 | X20Cr13 |
Feinkorn-Kaltpressstähle
| 1.0978 | QStE380TM |
Weitere Werkstoffe sind auf Anfrage möglich.
Was ist das Normalglühen?
Das Normalglühen ist ein Wärmebehandlungsverfahren, das vor allem eingesetzt wird, um ein gleichmäßiges und definiertes Gefüge zu erzeugen. Ziel ist es, die Korngröße zu vereinheitlichen und damit einen homogenen mechanischen Zustand im Bauteil einzustellen. Das Verfahren wird typischerweise nach vorausgegangenen Fertigungsschritten wie Gießen, Schmieden oder Warmumformen angewendet, bei denen es zu inhomogenen Gefügestrukturen kommen kann.
Im Unterschied zu anderen Glühverfahren steht beim Normalglühen nicht primär der Spannungsabbau oder die maximale Weichmachung im Vordergrund, sondern die gezielte Gefügenormalisierung. Durch die abgestimmte Wärmebehandlung wird ein feinkörnigeres und gleichmäßigeres Gefüge erreicht, das sich durch stabile und gut vorhersagbare Eigenschaften auszeichnet. Dies ist insbesondere für nachfolgende Bearbeitungsschritte wie Zerspanung oder Umformung von Bedeutung.
Die Anwendung des Normalglühens ist eng an den jeweiligen Werkstoff gebunden. Während das Verfahren vor allem für unlegierte und niedriglegierte Stähle eingesetzt wird, kann es auch bei weiteren Werkstoffen sinnvoll sein, sofern eine Gefügevereinheitlichung erforderlich ist. Die genaue Auslegung erfolgt dabei stets werkstoff- und bauteilspezifisch.
Für die Praxis bedeutet dies, dass beim Normalglühen Temperaturführung, Haltezeit und Abkühlbedingungen gezielt aufeinander abgestimmt werden müssen. Nur so lässt sich sicherstellen, dass das gewünschte Gefüge zuverlässig erreicht wird und die Vorteile des Normalglühens im späteren Einsatz des Bauteils wirksam werden.
Wann ist Normalglühen sinnvoll?
Die Anwendung des Normalglühens ist immer dann sinnvoll, wenn ein Bauteil nach vorangegangenen Fertigungsschritten ein inhomogenes Gefüge oder ungleichmäßige mechanische Eigenschaften aufweist. Insbesondere Prozesse wie Gießen, Schmieden oder Warmumformen führen häufig zu lokalen Gefügeunterschieden, die sich auf die Weiterverarbeitung und das Bauteilverhalten auswirken können.
Ziel ist es, durch das Normalglühen einen einheitlichen Ausgangszustand zu schaffen. Dies ist vor allem dann relevant, wenn Bauteile anschließend zerspant, umgeformt oder weiter wärmebehandelt werden. Ein homogenes Gefüge sorgt dafür, dass Bearbeitungsprozesse stabiler ablaufen und Ergebnisse besser reproduzierbar sind.
Typische Anwendungsbeispiele für das Normalglühen sind:
- Gussbauteile, bei denen grobe oder ungleichmäßige Gefügestrukturen ausgeglichen werden sollen
- Schmiede- und Walzteile mit unterschiedlichen Abkühlbedingungen und daraus resultierenden Eigenschaftsunterschieden
- Bauteile mit komplexer Geometrie oder variierenden Wandstärken, bei denen eine gleichmäßige Festigkeit gefordert ist
- Werkstücke, die vor einer weiteren Wärmebehandlung in einen definierten Ausgangszustand überführt werden sollen
Die Vorteile des Normalglühens zeigen sich dabei insbesondere in der verbesserten Bearbeitbarkeit und in einem gleichmäßigen mechanischen Verhalten des Bauteils. Gleichzeitig trägt das Verfahren dazu bei, unerwünschte Gefügeunterschiede zu reduzieren und die Prozesssicherheit in nachfolgenden Fertigungsschritten zu erhöhen.
Für Anwender bedeutet dies, dass das Normalglühen nicht isoliert betrachtet wird, sondern als gezielter Zwischenschritt innerhalb der gesamten Prozesskette. Bei SWF erfolgt die Auslegung daher immer im Kontext der späteren Anforderungen an das Bauteil, sodass die Anwendung des Normalglühens technisch sinnvoll und wirtschaftlich abgestimmt in den Gesamtprozess integriert werden kann.

Ablauf beim Normalglühen
Der Ablauf des Normalglühens folgt einem klar definierten thermischen Prozess, bei dem Erwärmung, Haltephase und Abkühlung gezielt aufeinander abgestimmt werden. Jeder dieser Schritte beeinflusst die Gefügeausbildung und damit die späteren mechanischen Eigenschaften des Bauteils.
In der Praxis lässt sich der Ablauf des Normalglühens in drei wesentliche Prozessschritte unterteilen:
- Erwärmen auf Normalglühen-Temperatur
Das Bauteil wird kontrolliert auf eine werkstoffabhängig festgelegte Temperatur oberhalb des Umwandlungsbereichs erwärmt. Ziel ist es, das vorhandene Gefüge vollständig umzuwandeln und eine einheitliche Ausgangsbasis für die weitere Behandlung zu schaffen. Die genaue Normalglühen-Temperatur wird dabei individuell auf den jeweiligen Werkstoff abgestimmt. - Halten auf Temperatur
Nach dem Erreichen der Zieltemperatur erfolgt eine definierte Haltezeit. Während dieser Phase kann sich das Gefüge vollständig ausbilden und angleichen. Die Dauer des Normalglühens hängt von Faktoren wie Werkstoff, Bauteilabmessungen und geforderter Gefügegleichmäßigkeit ab und wird entsprechend angepasst. - Abkühlen an ruhender Luft
Im Anschluss wird das Bauteil an definierter Atmosphäre abgekühlt. Diese vergleichsweise moderate Abkühlgeschwindigkeit ist entscheidend für die Ausbildung eines feinkörnigen und gleichmäßigen Gefüges. Sie unterscheidet das Normalglühen von anderen Verfahren, bei denen gezielt schneller oder langsamer abgekühlt wird.
Die gezielte Steuerung dieses Ablaufs ist maßgeblich für die Qualität des Ergebnisses. Bereits geringe Abweichungen in Temperaturführung, Haltezeit oder Abkühlbedingungen können die Gefügeausbildung beeinflussen.
Prozessparameter: Temperatur, Haltezeit & mehr
Die Temperatur beim Normalglühen sollte grundsätzlich oberhalb des werkstoffabhängigen Umwandlungsbereichs liegen, wird jedoch nicht pauschal festgelegt. Entscheidend sind die chemische Zusammensetzung des Werkstoffs sowie die gewünschte Gefügeausbildung. Für unterschiedliche Stähle ergeben sich daraus jeweils eigene Temperaturfenster, innerhalb derer eine vollständige Umwandlung des Gefüges sichergestellt werden kann.
Auch die Dauer des Normalglühens ist kein fixer Wert. Die notwendige Haltezeit hängt unter anderem von der Bauteilgröße, der Wandstärke und der Wärmeleitfähigkeit des Werkstoffs ab. Ziel ist es, eine gleichmäßige Durchwärmung und ausreichend Zeit für die Gefügeangleichung zu gewährleisten. Insbesondere bei größeren oder geometrisch komplexen Bauteilen spielt die abgestimmte Haltezeit eine zentrale Rolle.
Neben Temperatur und Haltezeit beeinflusst auch die Art der Abkühlung das Ergebnis. Beim Normalglühen erfolgt die Abkühlung in ruhender Luft, wodurch sich ein feinkörniges und gleichmäßiges Gefüge einstellen kann. Die Abkühlbedingungen müssen dabei so gewählt werden, dass keine unerwünschten Spannungen oder Gefügeunterschiede entstehen.
Für die Praxis bedeutet dies, dass die Prozessparameter beim Normalglühen stets im Zusammenspiel betrachtet werden müssen. Bei SWF in Siegen erfolgt die Auslegung daher auf Basis von Werkstoffdaten, Bauteilgeometrie und den Anforderungen der nachfolgenden Fertigungsschritte. Dadurch lässt sich sicherstellen, dass Temperaturführung und Dauer des Normalglühens optimal auf das jeweilige Bauteil abgestimmt sind und reproduzierbare Ergebnisse erreicht werden.
Werkstoffe im Überblick
Das Normalglühen von Stahl wird vor allem bei Werkstoffen eingesetzt, bei denen eine Gefügevereinheitlichung und ein definierter Ausgangszustand für die Weiterverarbeitung erforderlich sind. Je nach Zusammensetzung und Vorbehandlung reagieren die einzelnen Werkstoffe unterschiedlich auf die Wärmebehandlung, sodass eine werkstoffspezifische Auslegung entscheidend ist.
SWF behandelt regelmäßig die folgenden Werkstoffgruppen:
- Unlegierte Baustähle
Häufige Anwendung beim Normalglühen von Stahlbauteilen mit einfachen bis mittleren Anforderungen. Ziel ist in der Regel die Vereinheitlichung des Gefüges nach dem Walzen oder Umformen sowie die Verbesserung der Bearbeitbarkeit.
Typische Beispiele: S355J2 (1.0577), S355J2H (1.0576), ST37 (1.0037)
- Vergütungsstähle
Werden oft vor einer weiteren Wärmebehandlung normalgeglüht, um einen gleichmäßigen Ausgangszustand für nachfolgende Härteprozesse zu schaffen. Eine homogene Gefügestruktur ist hier entscheidend für reproduzierbare mechanische Eigenschaften.
Beispiele: 42CrMo4 (1.7225), C45 (1.0503), 30CrMoV9 (1.7707)
- Nitrierstähle
Das Normalglühen dient hier häufig als vorbereitender Prozessschritt, um ein gleichmäßiges Grundgefüge für anschließende thermochemische Behandlungen zu erzeugen.
Beispiele: 31CrMoV9 (1.8519), 34CrAlNi7 (1.8550)
- Einsatzstähle
Bei diesen Werkstoffen wird das Normalglühen eingesetzt, um Gefügeunterschiede aus vorherigen Fertigungsschritten zu reduzieren und stabile Voraussetzungen für das spätere Einsatzhärten zu schaffen.
Beispiel: 16MnCr5 (1.7131)
- Werkzeugstähle für Kaltarbeit
Anwendung vor allem zur Gefügehomogenisierung und zur Verbesserung der Zerspanbarkeit vor der Endbearbeitung.
Beispiele: C45W (1.1730), X155CrVMo12-1 (1.2379), 40CrMnMoS8-6 (1.2312)
- Werkzeugstähle für Warmarbeit
Hier wird das Normalglühen eingesetzt, um eine gleichmäßige Gefügebasis für weitere Wärmebehandlungen zu schaffen und werkstoffbedingte Unterschiede auszugleichen.
Beispiel: X38CrMoV5-1 (1.2343)
- Feinkorn-Kaltpressstähle
Einsatz zur Sicherstellung eines gleichmäßigen Gefüges vor Umformprozessen mit hohen Anforderungen an Maßhaltigkeit und Werkstoffverhalten.
Beispiel: QStE380TM (1.0978)
Weitere Werkstoffe können je nach Anforderung geprüft und in den Prozess integriert werden. Die konkrete Eignung für das Normalglühen wird bei SWF stets im Zusammenhang mit Werkstoff, Bauteilgeometrie und späterem Einsatz bewertet.
Eine vollständige Werkstoffübersicht finden Sie in unserem Datenblatt:
Kapazitäten bei SWF in Siegen
Für das Normalglühen stehen bei SWF Anlagen zur Verfügung, die Bauteile bis zu Abmessungen von 900 × 900 × 1200 mm und einem Stückgewicht von bis zu 1500 kg aufnehmen können. Diese Kapazitäten ermöglichen die Behandlung unterschiedlichster Bauteilgeometrien, von kleineren Serienkomponenten bis hin zu großvolumigen und massiven Werkstücken.
Die Auslegung der Wärmebehandlung erfolgt stets werkstoff- und bauteilspezifisch. Parameter wie Temperaturführung, Dauer des Normalglühens und Abkühlbedingungen werden gezielt auf die jeweiligen Anforderungen abgestimmt, um eine gleichmäßige Gefügeausbildung und reproduzierbare Ergebnisse zu gewährleisten.
Für Projekte mit unterschiedlichen Losgrößen können sowohl Regelchargen als auch individuell angepasste Chargen umgesetzt werden. Dadurch lässt sich das Normalglühen flexibel in bestehende Fertigungsprozesse integrieren, unabhängig davon, ob es sich um Einzelteile, Kleinserien oder größere Stückzahlen handelt.
Anfrage, Beratung & Projektablauf
Eine präzise Auslegung des Normalglühens setzt voraus, dass die relevanten technischen Rahmenbedingungen frühzeitig abgestimmt werden. Ziel ist es, die Wärmebehandlung so auszulegen, dass das gewünschte Gefüge zuverlässig erreicht wird und die Anforderungen der nachfolgenden Fertigungsschritte berücksichtigt sind.
Für die technische Abstimmung einer Anfrage sind in der Regel folgende Angaben hilfreich:
- Werkstoffbezeichnung oder Werkstoffnummer
Grundlage für die Festlegung von Normalglühen-Temperatur und Dauer des Normalglühens sowie für die Beurteilung der Gefügeentwicklung - Bauteilzeichnung sowie zu behandelnde Bereiche
Informationen zu Geometrie, Wandstärken und funktionsrelevanten Zonen, die für eine gleichmäßige Wärmebehandlung besonders berücksichtigt werden müssen - Angaben zum aktuellen Fertigungszustand
Beispielsweise Guss-, Schmiede- oder Umformzustand, da dieser das Ausgangsgefüge und damit die Auslegung des Normalglühens beeinflusst - Anforderungen an mechanische Eigenschaften
Zielgrößen wie gleichmäßige Festigkeit, verbesserte Zerspanbarkeit oder definierte Ausgangszustände für nachfolgende Prozesse - Maß- und Formtoleranzen nach der Wärmebehandlung
Relevante Vorgaben zur Maßhaltigkeit, die bei der Prozessführung berücksichtigt werden müssen - Stückzahlen und Serienanforderungen
Grundlage für die Planung geeigneter Chargengrößen und die wirtschaftliche Integration in den Fertigungsablauf - Dokumentations- und Prüfanforderungen
Bedarf an Prüfungen, Protokollen oder weiterführenden Analysen zur Absicherung der Bauteilqualität
Auf Basis dieser Angaben erfolgt die technische Bewertung und Auslegung des Verfahrens. Wir berücksichtigen dabei Werkstoff, Bauteilgeometrie und die Anforderungen der Anwendung, um das Normalglühen gezielt in die bestehende Prozesskette zu integrieren. Bei Bedarf werden ergänzende Prüf- und Analyseleistungen eingebunden, um die Ergebnisse nachvollziehbar abzusichern.

FAQ Normalglühen
Normalglühen ist eine Wärmebehandlung, bei der Stahl oberhalb seines werkstoffabhängigen Umwandlungsbereichs erwärmt, gehalten und anschließend kontrolliert abgekühlt wird. Ziel ist ein feineres, gleichmäßigeres Gefüge als reproduzierbarer Ausgangszustand.
- Typischer Einsatz nach Gießen, Schmieden, Walzen oder Warmumformen.
- Schwerpunkt des Verfahrens ist die Gefügevereinheitlichung, nicht die maximale Weichmachung.
- Das Ergebnis unterstützt gleichmäßigere mechanische Eigenschaften und stabile Voraussetzungen für Zerspanung, Umformung oder weitere Wärmebehandlungen.
Normalglühen ist sinnvoll, wenn Bauteile nach vorherigen Fertigungsschritten ein inhomogenes Gefüge oder ungleichmäßige mechanische Eigenschaften aufweisen. Das Verfahren schafft einen definierten Ausgangszustand für die weitere Bearbeitung.
- Geeignet für Gussbauteile mit groben oder ungleichmäßigen Gefügestrukturen.
- Sinnvoll bei Schmiede- und Walzteilen mit unterschiedlichen Abkühlbedingungen.
- Relevanter Zwischenschritt bei Bauteilen mit variierenden Wandstärken oder komplexen Geometrien.
Häufig eingesetzt, wenn anschließend zerspant, umgeformt oder weiter wärmebehandelt wird.
Die Normalglühen-Temperatur wird werkstoffabhängig festgelegt und liegt oberhalb des relevanten Umwandlungsbereichs. Eine pauschale Temperatur ist technisch nicht sinnvoll, weil Zusammensetzung, Bauteilgeometrie und Zielgefüge zusammen bewertet werden müssen.
- Bei unlegierten und niedriglegierten Stählen bestimmen unter anderem Kohlenstoffgehalt, Legierungselemente und Umwandlungspunkte das Temperaturfenster.
- Werkstoffe wie C45, 42CrMo4 oder 16MnCr5 werden deshalb nicht nach einem Einheitswert, sondern nach werkstoffspezifischen Daten behandelt.
- Zu niedrige Temperaturen können eine unvollständige Gefügeumwandlung begünstigen.
- Zu hohe Temperaturen können unerwünschtes Kornwachstum oder abweichende Eigenschaften fördern.
Die Dauer des Normalglühens hängt von Werkstoff, Bauteilgröße, Wandstärke, Wärmeleitfähigkeit und geforderter Gefügegleichmäßigkeit ab. Bewertet werden nicht nur Haltezeit, sondern auch Erwärmung und Abkühlung.
- Der Prozess umfasst Erwärmen, Halten auf Zieltemperatur und kontrolliertes Abkühlen.
- Massive oder geometrisch komplexe Bauteile benötigen eine angepasste Durchwärmung und Haltezeit.
- Eine zu kurze Haltezeit kann zu unvollständiger Gefügeangleichung führen.
- Eine unnötig lange Behandlung kann Prozesszeit erhöhen und werkstoffabhängig unerwünschte Effekte begünstigen.
Der Ablauf beim Normalglühen besteht aus kontrolliertem Erwärmen, definierter Haltephase und anschließendem Abkühlen in festgelegter Atmosphäre. Jeder Schritt beeinflusst die spätere Gefügeausbildung.
- Erwärmen: Das Bauteil wird auf die werkstoffabhängige Normalglühen-Temperatur gebracht.
- Halten: Die Temperatur wird so lange gehalten, bis die gewünschte Gefügeumwandlung und Durchwärmung erreicht sind.
- Abkühlen: Das Bauteil kühlt kontrolliert in definierter Atmosphäre ab.
- Abweichungen bei Temperaturführung, Haltezeit oder Abkühlbedingungen können Korngröße, Homogenität und mechanische Eigenschaften beeinflussen.
Beim Normalglühen entsteht ein normalisiertes, feineres und gleichmäßigeres Gefüge. Bei vielen unlegierten und niedriglegierten Stählen wird dadurch ein homogeneres Ferrit-Perlit-Gefüge beziehungsweise ein werkstoffspezifisch normalisierter Zustand angestrebt.
- Gefügeunterschiede aus Guss-, Schmiede-, Walz- oder Umformprozessen werden reduziert.
- Die Korngröße soll vereinheitlicht und lokale Eigenschaftsunterschiede sollen verringert werden.
- Das erreichbare Gefüge hängt vom Ausgangszustand, Werkstoff, Temperaturfenster, Haltezeit und Abkühlverlauf ab.
- Das Verfahren schafft dadurch eine stabilere Grundlage für die weitere Fertigung.
Ein gleichmäßiges normalgeglühtes Gefüge kann die Prozesssicherheit bei Zerspanung und Umformung verbessern. Der Grund ist, dass lokale Unterschiede in Festigkeit, Härte und Bearbeitungsverhalten reduziert werden.
- Bei der Zerspanung können gleichmäßigere Werkstoffeigenschaften zu stabileren Schnittbedingungen beitragen.
- Bei der Umformung unterstützt ein homogenes Gefüge ein berechenbareres Werkstoffverhalten.
- Nachfolgende Wärmebehandlungen profitieren von einem definierten Ausgangszustand.
- Die konkreten Vorteile hängen von Werkstoff, Bauteilgeometrie und nachfolgendem Fertigungsschritt ab.
Normalglühen kann eigenschaftsbedingte Unterschiede im Bauteil reduzieren und damit die Prozessstabilität unterstützen. Wenn der Spannungsabbau das Hauptziel ist, muss jedoch geprüft werden, ob Spannungsarmglühen oder eine angepasste Prozessroute geeigneter ist.
- Das primäre Ziel des Normalglühens ist die Gefügenormalisierung.
- Die kontrollierte Abkühlung unterstützt eine gleichmäßigere Gefügeausbildung über den Bauteilquerschnitt und reduziert dadurch lokale Härte- oder Festigkeitsunterschiede.
- Verzug wird weiterhin durch Geometrie, Wandstärken, vorherige Bearbeitung, Eigenspannungen und Aufspannung beeinflusst.
- Bei engen Maß- und Formtoleranzen sollten Wärmebehandlung, Fertigungsreihenfolge und Prüfanforderungen früh abgestimmt werden.
Normalglühen wird vor allem bei unlegierten und niedriglegierten Stählen sowie ausgewählten Einsatz-, Vergütungs-, Nitrier- und Werkzeugstählen eingesetzt. Entscheidend ist, ob eine Gefügevereinheitlichung für die weitere Prozesskette erforderlich ist.
- Typische Beispiele sind S355J2, C45, 42CrMo4, 16MnCr5 oder 31CrMoV9.
- Auch Werkzeugstähle wie 1.2379 oder 1.2343 können je nach Zielzustand betrachtet werden.
- Die Eignung hängt vom Werkstoffzustand, der Bauteilgeometrie und der gewünschten Weiterverarbeitung ab.
- Bei Sonderwerkstoffen sollte die Auslegung immer werkstoffspezifisch geprüft werden.
Normalglühen ist vor nachfolgenden Wärmebehandlungen sinnvoll, wenn ein homogener Ausgangszustand die Reproduzierbarkeit des späteren Ergebnisses verbessert. Das betrifft insbesondere Vergütungs-, Einsatz- und Nitrierstähle.
- Bei Vergütungsstählen kann ein gleichmäßiges Grundgefüge spätere Härte- und Festigkeitsergebnisse stabilisieren.
- Bei Einsatzstählen wie 16MnCr5 kann das Verfahren Gefügeunterschiede vor dem Einsatzhärten reduzieren.
- Bei Nitrierstählen unterstützt ein definierter Grundzustand die gleichmäßigere Vorbereitung auf thermochemische Prozesse.
- Die Prozessfolge sollte mit Endhärte, Randanforderungen, Maßtoleranzen und Prüfanforderungen abgestimmt werden.
SWF kann beim Normalglühen Bauteile bis zu 1400 x 900 x 800 mm und mit einem Stückgewicht von bis zu 1500 kg behandeln. Die konkrete Chargierung wird abhängig von Abmessung, Masse, Werkstoff und Stückzahl geplant.
- Geeignet sind Einzelteile, Kleinserien und größere Losgrößen.
- Auch größere oder massive Werkstücke können je nach Geometrie und Chargierbarkeit bewertet werden.
- Temperaturführung, Dauer und Abkühlbedingungen werden auf Bauteil und Werkstoff abgestimmt.
- Für die Planung sind Zeichnung, Stückzahl, Gewicht und gewünschter Zielzustand hilfreich.
Für eine belastbare Anfrage sind vor allem Werkstoffbezeichnung oder Werkstoffnummer, Bauteilzeichnung, Fertigungszustand, Zielanforderungen und Toleranzen nach der Wärmebehandlung relevant. Diese Angaben ermöglichen eine technische Bewertung des Normalglühens.
- Werkstoff: Bezeichnung, Werkstoffnummer und gegebenenfalls Zeugnisdaten.
- Bauteil: Zeichnung, Abmessungen, Wandstärken, Gewicht und funktionskritische Bereiche.
- Ausgangszustand: zum Beispiel Guss-, Schmiede-, Walz-, Umform- oder Vorbearbeitungszustand.
- Ziel: gewünschte Bearbeitbarkeit, Gefügegleichmäßigkeit, Folgeprozess, Prüf- und Dokumentationsanforderungen.
Leistungsübersicht
Wärmebehandlung



Kontaktieren Sie unsere Spezialisten in der Wärmebehandlung.

