-
-
Leistungen
-
Wärmebehandlung
-
+Komplettlösungen
-
Service
KomplettlösungenMechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!
-
- Ansprechpartner
- Karriere bei SWF
- Unternehmen
-
Leistungen

Wärmebehandlung
Präzision & Reproduzierbarkeit: Wärmebehandlung bei SWF Siegen mit modernster Technik & individuellem Konzept ▶ Verfahren & Vorteile entdecken!

Komplettlösungen
Mechanische Bearbeitung trifft Wärmebehandlung: Komplettlösungen für höchste Betriebssicherheit, kurze Wege & nachhaltigen Erfolg ▶ Jetzt informieren!

Service
Kompetenter Service rund um Wärmebehandlung: Härteprüfung, Metallanalyse & Metallkurier mit ISO-zertifizierter Präzision
Lösungsglühen
Lösungsglühen bei SWF in Siegen

Das Lösungsglühen gehört zu den wichtigen Verfahren der industriellen Wärmebehandlung und wird vor allem bei hochlegierten Stählen, rost- und säurebeständigen Werkstoffen sowie weiteren Legierungen eingesetzt, um einen möglichst homogenen Werkstoffzustand einzustellen. Beim Lösungsglühen werden Bauteile auf eine werkstoffabhängig definierte Temperatur erwärmt, über eine bestimmte Zeit gehalten und anschließend kontrolliert abgekühlt. Ziel ist es, ausgeschiedene Bestandteile wieder im Gefüge zu lösen und eine gleichmäßige Verteilung der Legierungselemente zu erreichen.
Im Fokus steht dabei nicht das Härten im klassischen Sinn, sondern die gezielte Einstellung eines homogenen Gefüges. Besonders beim Lösungsglühen von Edelstahl kann das Verfahren dazu beitragen, nachteilige Ausscheidungen zu reduzieren, die Korrosionsbeständigkeit zu unterstützen und einen geeigneten Ausgangszustand für weitere Bearbeitungsschritte zu schaffen. Typische Anwendungsfälle entstehen beispielsweise nach dem Zerspanen, Schweißen, Umformen, Gießen, Schmieden oder nach anderen thermischen und mechanischen Fertigungsschritten.
Die Prozessführung beim Lösungsglühen wird bei der Siegener Werkzeug- und Härtetechnik (SWF) konsequent an Werkstoff, Bauteilgeometrie und Zielzustand angepasst. Temperatur, Haltezeit und Abkühlmedium werden nicht pauschal festgelegt, sondern auf die jeweilige Anwendung abgestimmt. Dadurch lässt sich das Verfahren sowohl für Einzelteile als auch für Serienbauteile mit erhöhten Anforderungen an Reproduzierbarkeit, Maßhaltigkeit und Werkstoffqualität einsetzen.
Vorteile des Lösungsglühens:
- Homogenisierung des Gefüges durch gleichmäßige Verteilung der Legierungselemente
- Unterstützung definierter Werkstoffeigenschaften nach vorgelagerten Fertigungsschritten
- Verbesserung der Umform- und Zerspanungseigenschaften je nach Werkstoffzustand
- Reduzierung unerwünschter Ausscheidungen bei geeigneten Werkstoffen
- Unterstützung der Korrosionsbeständigkeit bei rost- und säurebeständigen Stählen
- Hohe Reproduzierbarkeit durch werkstoff- und bauteilspezifische Prozessführung

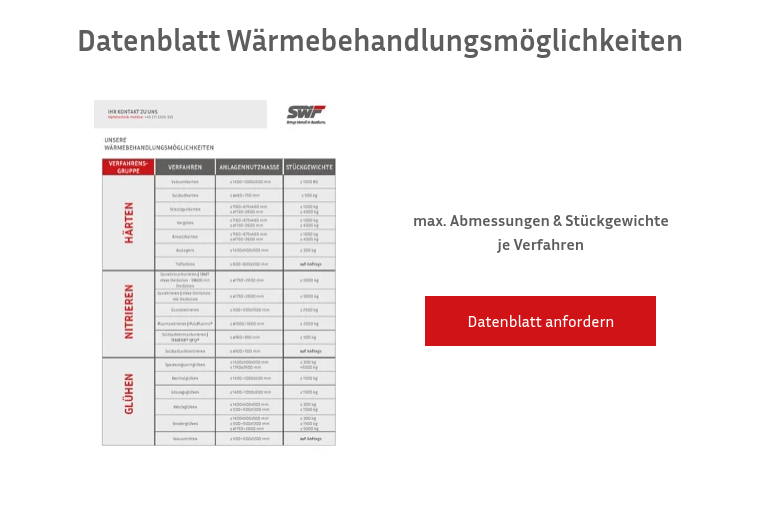
Anlagennutzmaße: ≤ 900×900x1200 mm
Stückgewichte: ≤ 1500 kg
Im Datenblatt Wärmebehandlungsmöglichkeiten und Kapazitäten sind unsere Verfahren mit den zugehörigen Anlagennutzmaßen und den max. Stückgewichten in einer Übersicht tabellarisch dargestellt.
Im Datenblatt Lösungsglühen sind die mit unseren Verfahren erreichbaren, üblichen Ergebnisse angegeben.
Nachfolgende Werkstoffe werden oft behandelt:
Rost- und säurebeständige Stähle
| 1.4301 | X5CrNi18-10 |
| 1.4435 | X2CrNiMo18-14-3 |
| 1.4021 | X20Cr13 |
| 1.4571 | X6CrNiMoTi17-12-2 |
Das Lösungsglühen eignet sich z. B. für austenitische Stähle z. B. aus rost- und säurebeständigen oder hitzebeständigen Stählen, aber auch aus Aluminium-, Kupferlegierungen, Nickel- und Messinglegierungen.
Weitere Werkstoffe sind auf Anfrage möglich.
Was ist das Lösungsglühen?
Beim Lösungsglühen handelt es sich um ein Glühverfahren, bei dem metallische Werkstoffe auf eine ausreichend hohe Temperatur erwärmt werden, damit bestimmte Legierungsbestandteile oder Ausscheidungen wieder in Lösung gehen. Anschließend wird das Bauteil so abgekühlt, dass der gewünschte Gefügezustand möglichst erhalten bleibt.
Das Verfahren wird häufig bei hochlegierten Stählen und Edelstahl (austenitisch) eingesetzt. Beim Lösungsglühen von austenitischem Edelstahl geht es unter anderem darum, eine gleichmäßige Verteilung der Legierungselemente zu erreichen und unerwünschte Ausscheidungen, etwa an Korngrenzen, zu reduzieren. Dadurch kann die Beständigkeit des Werkstoffs gegenüber korrosiven Einflüssen verbessert oder wiederhergestellt werden, sofern Werkstoff, Bauteilzustand und Prozessführung passend aufeinander abgestimmt sind.
Innerhalb der Wärmebehandlung bei SWF ist das Lösungsglühen ein Verfahren, das besonders dort relevant ist, wo Bauteile nach vorgelagerten Fertigungsschritten einen definierten, homogenisierten Werkstoffzustand benötigen. Die konkrete Auslegung hängt dabei immer vom Werkstoff, vom Ausgangszustand und von den geforderten Eigenschaften ab.
Wann ist Lösungsglühen sinnvoll?
Lösungsglühen ist sinnvoll, wenn ein metallischer Werkstoff nach der Fertigung einen ungleichmäßigen oder ungünstigen Gefügezustand aufweist und dieser gezielt verbessert werden soll. Das kann beispielsweise nach thermischen Prozessen, mechanischer Umformung, Schweißarbeiten oder nach der Zerspanung der Fall sein.
Typische Gründe für eine Wärmebehandlung durch Lösungsglühen sind:
- Gefügehomogenisierung nach Fertigungsprozessen
Nach Gießen, Schmieden, Warmumformung, Schweißen oder Zerspanen können lokale Unterschiede im Gefüge entstehen. Das Lösungsglühen kann dazu beitragen, diese Unterschiede zu reduzieren. - Wiederherstellung oder Unterstützung der Korrosionsbeständigkeit
Bei rost- und säurebeständigen Stählen können bestimmte Ausscheidungen die Korrosionsbeständigkeit beeinträchtigen. Eine geeignete Prozessführung beim Lösungsglühen kann helfen, den Werkstoff wieder in einen günstigeren Zustand zu überführen. - Vorbereitung auf nachgelagerte Bearbeitungsschritte
Ein homogener Werkstoffzustand kann die weitere mechanische Bearbeitung, Umformung oder Prüfung erleichtern. Besonders bei anspruchsvollen Bauteilen ist ein reproduzierbarer Ausgangszustand für die weitere Prozesskette wichtig. - Reduzierung werkstoffbedingter Eigenschaftsunterschiede
Bei Bauteilen mit komplexen Geometrien, unterschiedlichen Wandstärken oder hohen Qualitätsanforderungen kann das Lösungsglühen dazu beitragen, lokale Unterschiede im Werkstoffverhalten zu verringern.
Ob Lösungsglühen im konkreten Fall das geeignete Verfahren ist, wird bei SWF anhand von Werkstoff, Bauteilgeometrie, Fertigungszustand und Zielanforderung bewertet.

Ablauf beim Lösungsglühen
Der Ablauf des Lösungsglühens folgt einem definierten thermischen Prozess, bei dem Erwärmung, Haltezeit und Abkühlung gezielt aufeinander abgestimmt werden. Jeder Prozessschritt beeinflusst das spätere Gefüge und damit die erreichbaren Werkstoffeigenschaften.
In der Praxis lässt sich das Verfahren in drei wesentliche Schritte unterteilen:
- Erwärmen auf Lösungsglühtemperatur
Das Bauteil wird kontrolliert auf eine werkstoffabhängige Temperatur erwärmt. Bei vielen rost- und säurebeständigen Stählen liegt diese Temperatur im hohen Glühbereich. Ziel ist es, Legierungsbestandteile und unerwünschte Ausscheidungen wieder in Lösung zu bringen und eine gleichmäßige Gefügebasis zu schaffen. Die genaue Temperatur wird nicht pauschal festgelegt, sondern anhand des Werkstoffs und der Bauteilanforderungen bestimmt. - Halten auf Temperatur
Nach dem Erreichen der Zieltemperatur folgt eine definierte Haltezeit. Während dieser Phase kann sich der gewünschte Lösungsvorgang im Gefüge einstellen. Die Haltezeit hängt unter anderem von Werkstoff, Bauteilquerschnitt, Wandstärke und gewünschtem Behandlungsergebnis ab. Eine zu kurze Haltezeit kann zu unvollständiger Homogenisierung führen, während eine unnötig lange Haltezeit wirtschaftlich und werkstofftechnisch nachteilig sein kann. - Kontrolliertes Abkühlen
Im Anschluss wird das Bauteil abhängig von Werkstoff und Zielzustand mit Wasser, Luft oder Gas abgekühlt. Die Abkühlgeschwindigkeit ist beim Lösungsglühen besonders wichtig, da sie beeinflusst, ob gelöste Bestandteile im Gefüge verbleiben oder erneut ausscheiden. Gerade beim Lösungsglühen von Edelstahl ist dieser Schritt entscheidend für die Qualität des Ergebnisses.
Die gezielte Steuerung dieses Ablaufs ist maßgeblich für ein reproduzierbares Behandlungsergebnis. Bereits Abweichungen bei Temperaturführung, Haltezeit oder Abkühlbedingungen können die Gefügeausbildung und damit die späteren Eigenschaften des Bauteils beeinflussen.
Prozessparameter beim Lösungsglühen
Die Prozessparameter beim Lösungsglühen werden immer werkstoff- und bauteilspezifisch festgelegt. Entscheidend ist, dass der thermische Prozess zum Werkstoff, zum Ausgangszustand und zum gewünschten Zielzustand passt. Eine pauschale Behandlung nach Standardschema ist bei anspruchsvollen Bauteilen meist nicht ausreichend.
Temperatur, Haltezeit und Abkühlmedium
Die Temperatur beim Lösungsglühen richtet sich in erster Linie nach dem jeweiligen Werkstoff. Austenitische rost- und säurebeständige Stähle werden häufig in einem hohen Temperaturbereich behandelt, damit ausgeschiedene Bestandteile wieder in Lösung gehen können. Bei Werkstoffen wie 1.4301 (X5CrNi18-10), 1.4404 (X2CrNiMo17-12-2) oder 1.4571 (X6CrNiMoTi17-12-2 ) muss die Temperaturführung sorgfältig auf die jeweilige Legierungszusammensetzung und die geforderten Eigenschaften abgestimmt werden.
Die Haltezeit beeinflusst, wie vollständig der gewünschte Lösungsvorgang im Gefüge ablaufen kann. Sie richtet sich unter anderem nach Bauteilgröße, Wandstärke und Ofenbeladung. Besonders bei größeren oder massiveren Bauteilen muss sichergestellt werden, dass die erforderliche Temperatur auch im relevanten Bauteilquerschnitt erreicht wird.
Auch das Abkühlmedium ist ein zentraler Prozessparameter. Bei SWF kann die Abkühlung je nach Anforderung mit Luft oder Gas erfolgen. Die Auswahl hängt davon ab, welche Abkühlgeschwindigkeit für den Werkstoff und den gewünschten Gefügezustand erforderlich ist.
Bauteilgeometrie, Wandstärke und Werkstoffzustand
Unterschiedliche Wandstärken, komplexe Formen oder funktionsrelevante Bereiche können dazu führen, dass Temperaturverteilung und Abkühlverhalten im Bauteil besonders sorgfältig betrachtet werden müssen.
Der vorherige Fertigungszustand spielt ebenfalls eine wichtige Rolle. Bauteile nach dem Schweißen, Umformen, Gießen oder Zerspanen können unterschiedliche innere Zustände aufweisen. Diese Ausgangslage bestimmt mit, wie das Lösungsglühen ausgelegt werden sollte und welche Ergebnisse realistisch erreichbar sind.
Bei SWF wird die Prozessführung deshalb nicht isoliert betrachtet, sondern immer im Zusammenhang mit Werkstoff, Bauteil und späterer Anwendung bewertet. Das ist besonders wichtig, wenn das Lösungsglühen in eine bestehende Fertigungskette integriert werden soll.
Werkstoffe im Überblick
Das Lösungsglühen wird vor allem bei Werkstoffen eingesetzt, bei denen eine homogene Verteilung der Legierungselemente, die Reduzierung unerwünschter Ausscheidungen oder ein definierter Ausgangszustand für die Weiterverarbeitung erforderlich ist. Je nach Werkstoffgruppe unterscheiden sich Temperaturbereich, Haltezeit und Abkühlbedingungen deutlich.
SWF behandelt unter anderem folgende Werkstoffgruppen und Werkstoffe:
- Rost- und säurebeständige Stähle
Besonders relevant ist das Lösungsglühen bei austenitischen Edelstählen. Ziel ist häufig die Homogenisierung des Gefüges und die Unterstützung der Korrosionsbeständigkeit nach thermischen oder mechanischen Fertigungsschritten.
Typische Beispiele: X5CrNi18-10 (1.4301), X2CrNiMo18-14-3 (1.4435), X6CrNiMoTi17-12-2 (1.4571)
- Austenitische Edelstähle für anspruchsvolle Anwendungen
Beim Lösungsglühen von 1.4301 (X5CrNi18-10), 1.4404 (X2CrNiMo17-12-2) oder 1.4571 (X6CrNiMoTi17-12-2) kommt es auf eine sorgfältige Abstimmung von Temperatur und Abkühlung an. Diese Werkstoffe werden häufig eingesetzt, wenn Korrosionsbeständigkeit, gute Verarbeitbarkeit und eine stabile Gefügebasis gefordert sind. 1.4404 (X2CrNiMo17-12-2) kann je nach Anforderung geprüft und in die Prozessauslegung einbezogen werden.
- Hochlegierte Stähle
Bei hochlegierten, austenitischen Stahlwerkstoffen kann das Lösungsglühen eingesetzt werden, um Legierungsbestandteile gleichmäßiger im Gefüge zu verteilen und definierte Werkstoffeigenschaften einzustellen. Die konkrete Eignung hängt stark von der jeweiligen Legierung und vom gewünschten Zielzustand ab.
- Hitzebeständige und warmfeste Werkstoffe
Auch bei hitzebeständigen, austenitischen Werkstoffen kann eine Wärmebehandlung durch Lösungsglühen erforderlich sein, wenn ein homogener Gefügezustand oder eine bestimmte Ausgangsbasis für den späteren Einsatz erreicht werden soll.
- Weitere metallische Werkstoffe nach Prüfung
Je nach Bauteil, Werkstoffnummer und technischer Anforderung können weitere Werkstoffe geprüft und in den Prozess integriert werden. Entscheidend ist immer die Frage, ob das Lösungsglühen für den konkreten Werkstoffzustand und die spätere Anwendung technisch sinnvoll ist.
Die konkrete Eignung für das Lösungsglühen wird bei SWF stets im Zusammenhang mit Werkstoff, Bauteilgeometrie, Ausgangszustand und gefordertem Ergebnis bewertet.
Weitere Informationen finden Sie in unserem Datenblatt:
Kapazitäten bei SWF in Siegen
SWF führt das Lösungsglühen mit bauteil- und werkstoffspezifisch abgestimmter Prozessführung durch. Dabei können sowohl Einzelteile als auch wiederkehrende Bauteilserien behandelt werden, sofern Abmessungen, Gewicht und technische Anforderungen zu den verfügbaren Anlagenkapazitäten passen.
Für das Lösungsglühen stehen bei SWF folgende Kapazitäten zur Verfügung:
- Anlagennutzmaße:bis 900 × 900 × 1500 mm
- Stückgewichte: bis 1500 kg
- Abkühlung: je nach Anforderung mit Luft oder Gas
- Auslegung: werkstoff-, bauteil- und anwendungsbezogen
Durch die Kombination aus Wärmebehandlung, technischer Beratung und ergänzenden Leistungen kann SWF das Lösungsglühen gezielt in bestehende Fertigungsabläufe einbinden. Bei Bedarf lassen sich zusätzliche Prozessschritte, Prüfungen oder logistische Anforderungen im Rahmen der Projektplanung berücksichtigen.
Abgrenzung zu anderen Glühverfahren
Lösungsglühen ist nur eines von mehreren Glühverfahren innerhalb der industriellen Wärmebehandlung. Für ein technisch sauberes Ergebnis ist entscheidend, das passende Verfahren zum jeweiligen Zielzustand auszuwählen. Obwohl sich verschiedene Glühverfahren im Ablauf teilweise ähneln, verfolgen sie unterschiedliche Ziele.
Lösungsglühen oder Spannungsarmglühen?
Beim Lösungsglühen steht die Homogenisierung des Gefüges und das Lösen bestimmter Ausscheidungen im Vordergrund. Das Verfahren wird häufig bei rost- und säurebeständigen Stählen sowie hochlegierten Werkstoffen (welche dann allesamt austenitisch sind) eingesetzt, wenn ein definierter Gefügezustand erreicht oder wiederhergestellt werden soll.
Das Spannungsarmglühen verfolgt dagegen ein anderes Ziel. Hier geht es vor allem darum, innere Spannungen im Bauteil zu reduzieren, die beispielsweise durch Schweißen, Umformen, Zerspanen oder Gießen entstanden sind. Das Gefüge soll dabei in der Regel nicht grundlegend umgewandelt werden. Dieses Verfahren eignet sich explizit für Stähle die nicht austenitisch sind.
Kurz gesagt: Lösungsglühen zielt auf den Gefügezustand und die Verteilung der Legierungselemente, Spannungsarmglühen auf die Reduzierung innerer Spannungen. Welches Verfahren geeignet ist, hängt vom Werkstoff, vom Ausgangszustand und von den Anforderungen an das Bauteil ab.
Lösungsglühen, Weichglühen und Normalglühen im Vergleich
Auch Weichglühen und Normalglühen unterscheiden sich deutlich vom Lösungsglühen, diese Verfahren eignen sich explizit für Stähle die nicht austenitisch sind. Beim Weichglühen steht meist die Verbesserung der Bearbeitbarkeit im Vordergrund. Das Verfahren wird eingesetzt, um die Härte zu reduzieren und den Werkstoff besser zerspanbar oder umformbar zu machen.
Das Normalglühen dient vor allem dazu, bei Stahl ein gleichmäßigeres und feineres Gefüge einzustellen. Es wird häufig nach Gieß-, Schmiede- oder Umformprozessen eingesetzt, um einen reproduzierbaren Ausgangszustand für weitere Fertigungsschritte zu schaffen.
Das Lösungsglühen wird dagegen besonders bei hochlegierten und rostbeständigen Werkstoffen (die austenitisch sind) genutzt, wenn Legierungsbestandteile homogen verteilt oder unerwünschte Ausscheidungen wieder gelöst werden sollen. Damit nimmt es innerhalb der Glühverfahren eine eigene Rolle ein und muss entsprechend präzise ausgelegt werden.
Anfrage, Beratung und Projektablauf
Eine präzise Auslegung des Lösungsglühens setzt voraus, dass die relevanten technischen Rahmenbedingungen frühzeitig abgestimmt werden. Ziel ist es, die Wärmebehandlung so zu planen, dass der gewünschte Gefügezustand zuverlässig erreicht wird und die Anforderungen der nachfolgenden Fertigungsschritte berücksichtigt sind.
Für die technische Abstimmung einer Anfrage sind in der Regel folgende Angaben hilfreich:
- Werkstoffbezeichnung oder Werkstoffnummer
Grundlage für die Festlegung von Lösungsglühtemperatur, Haltezeit und Abkühlmedium sowie für die Beurteilung der werkstofftechnischen Eignung.
- Bauteilzeichnung und relevante Abmessungen
Informationen zu Geometrie, Wandstärken, funktionsrelevanten Bereichen und möglichen kritischen Zonen sind wichtig für die Auslegung des Prozesses.
- Angaben zum aktuellen Fertigungszustand
Beispielsweise geschweißt, gegossen, geschmiedet, umgeformt oder bereits mechanisch bearbeitet. Der Ausgangszustand beeinflusst, welche Prozessführung sinnvoll ist.
- Ziel der Wärmebehandlung
Etwa Homogenisierung des Gefüges, Unterstützung der Korrosionsbeständigkeit, Vorbereitung auf weitere Bearbeitung oder Herstellung eines definierten Ausgangszustands.
- Anforderungen an Maßhaltigkeit und Bauteilfunktion
Relevante Toleranzen, funktionskritische Flächen oder besondere Anforderungen an Verzug und Formstabilität sollten frühzeitig benannt werden.
- Stückzahlen und Serienanforderungen
Diese Angaben sind wichtig für die Planung geeigneter Chargengrößen, wirtschaftlicher Abläufe und reproduzierbarer Serienprozesse.
- Dokumentations- und Prüfanforderungen
Je nach Projekt können Prüfprotokolle, Analysen oder ergänzende Nachweise erforderlich sein.
Auf Basis dieser Angaben erfolgt die technische Bewertung und Auslegung des Verfahrens. SWF berücksichtigt dabei Werkstoff, Bauteilgeometrie, Ausgangszustand und spätere Anwendung, um das Lösungsglühen gezielt in die bestehende Prozesskette zu integrieren.

FAQ Lösungsglühen
Beim Lösungsglühen wird ein Werkstoff auf eine werkstoffspezifische Temperatur erwärmt, sodass Ausscheidungen bzw. Legierungsbestandteile wieder in Lösung gehen und ein möglichst homogener Gefügezustand entsteht. Anschließend wird kontrolliert abgekühlt, um diesen Zustand möglichst zu erhalten.
- Ziel: Homogenisierung des Gefüges und gleichmäßige Verteilung der Legierungselemente.
- Typischer Einsatz: vor allem bei hochlegierten bzw. rost- und säurebeständigen Stählen (häufig austenitisch) sowie – nach technischer Prüfung – weiteren Legierungen.
- Nutzen in der Prozesskette: definierter Ausgangszustand für nachgelagerte Schritte (z. B. Umformen, Zerspanen, Prüfen oder ggf. Auslagern).
Lösungsglühen ist sinnvoll, wenn Edelstahl nach Fertigungsschritten wie Schweißen, Umformen oder Gießen einen ungünstigen Gefügezustand bzw. unerwünschte Ausscheidungen aufweist und ein definierter, homogenisierter Zustand benötigt wird. Ob das Verfahren passt, hängt vom Werkstoff, Ausgangszustand und Ziel ab.
- Häufige Auslöser: Schweißen, Warmumformen, Gießen, Schmieden, Zerspanen oder vorangegangene thermische Belastungen.
- Typische Ziele: Gefügehomogenisierung, Reduzierung unerwünschter Ausscheidungen (z. B. an Korngrenzen) und Vorbereitung für weitere Bearbeitungsschritte.
- Abgrenzung: Geht es nur um Spannungsabbau, kann ggf. Spannungsarmglühen das geeignetere Verfahren sein.
Der Ablauf beim Lösungsglühen besteht aus kontrolliertem Erwärmen, einer definierten Haltezeit auf Lösungsglühtemperatur und anschließender gesteuerter Abkühlung. Die konkrete Prozessführung wird werkstoff- und bauteilabhängig festgelegt.
- 1) Erwärmen: gleichmäßiges Aufheizen auf die werkstoffabhängige Lösungsglühtemperatur.
- 2) Halten: ausreichend lange Haltezeit, damit der Lösungsvorgang im Gefüge ablaufen kann (abhängig von Querschnitt/Wandstärke).
- 3) Abkühlen: kontrollierte Abkühlung; die Abkühlgeschwindigkeit beeinflusst, ob gelöste Bestandteile im Gefüge verbleiben oder erneut ausscheiden.
Entscheidend sind Temperatur, Haltezeit und Abkühlgeschwindigkeit – jeweils abgestimmt auf Werkstoff, Bauteilgeometrie und Ausgangszustand. Diese Parameter bestimmen maßgeblich, wie reproduzierbar der gewünschte Gefügezustand erreicht wird.
- Temperatur: muss hoch genug sein, um relevante Ausscheidungen zu lösen – abhängig von der Legierung.
- Haltezeit: richtet sich u. a. nach Bauteilquerschnitt, Wandstärke und Beladung; zu kurz kann unvollständig wirken, zu lang kann werkstoff- oder wirtschaftlich nachteilig sein.
- Abkühlung: Medium und Geschwindigkeit sind kritisch, um erneute Ausscheidungen zu vermeiden bzw. zu kontrollieren.
- Bauteileinflüsse: komplexe Geometrien oder unterschiedliche Wandstärken erfordern eine besonders sorgfältige Auslegung.
Temperaturbereiche und Haltezeiten sind beim Lösungsglühen stark werkstoff- und bauteilabhängig und lassen sich nicht pauschal angeben. Die Abkühlung muss so gewählt werden, dass der gewünschte Gefügezustand erhalten bleibt und keine unerwünschten Ausscheidungen begünstigt werden.
- Temperatur: richtet sich primär nach Werkstoffgruppe und Legierungszusammensetzung (bei austenitischem Edelstahl meist im hohen Temperaturbereich).
- Haltezeit: hängt u. a. von Wandstärke, Querschnitt und Chargierung ab (Durchwärmung ist entscheidend).
- Abkühlmedium: je nach Anforderung z. B. Luft oder Gas; die notwendige Abkühlgeschwindigkeit wird aus Werkstoff und Zielzustand abgeleitet.
- Wichtig: Eine zu langsame Abkühlung kann je nach Werkstoff erneute Ausscheidungen fördern – daher ist die Abkühlstrategie Bestandteil der Prozessauslegung.
Für das Lösungsglühen eignen sich insbesondere rost- und säurebeständige, häufig austenitische Edelstähle sowie weitere Legierungen, bei denen Ausscheidungen gelöst und Legierungselemente homogen verteilt werden sollen. Häufig genannte Edelstahl-Werkstoffe sind 1.4301, 1.4404 und 1.4571.
- Rost- und säurebeständige Stähle (Beispiele): 1.4301 (X5CrNi18-10), 1.4404 (X2CrNiMo17-12-2), 1.4435 (X2CrNiMo18-14-3), 1.4571 (X6CrNiMoTi17-12-2).
- Weitere Gruppen (nach Prüfung): hochlegierte, hitzebeständige bzw. warmfeste Werkstoffe sowie weitere metallische Legierungen – Eignung und Zielzustand müssen technisch bewertet werden.
- Praxis-Hinweis: Für eine belastbare Prozessauslegung sind Werkstoffnummer, Bauteilzustand und Zielanforderung entscheidend.
Ja – bei geeigneter Werkstoff- und Prozessauswahl kann Lösungsglühen unerwünschte Ausscheidungen reduzieren und damit die Korrosionsbeständigkeit unterstützen oder wiederherstellen. Ob dieser Effekt im Einzelfall erreichbar ist, hängt von Legierung, Bauteilzustand und Abkühlung ab.
- Typischer Hintergrund: Ausscheidungen (z. B. an Korngrenzen) können die Beständigkeit gegenüber korrosiven Medien lokal verschlechtern.
- Prozesskritisch: Temperaturführung und Abkühlgeschwindigkeit beeinflussen, ob gelöste Bestandteile im Gefüge verbleiben oder erneut ausscheiden.
- Grenzen: Das Verfahren ersetzt keine Bewertung von Einsatzmedium, Oberflächenzustand oder konstruktiver Auslegung; die Wärmebehandlung ist ein Baustein im Gesamtsystem.
Lösungsglühen zielt auf einen homogenisierten Gefügezustand (Ausscheidungen lösen und Legierungselemente verteilen), während Spannungsarmglühen primär Eigenspannungen abbaut, ohne das Gefüge grundsätzlich umzuwandeln. Welche Wärmebehandlung sinnvoll ist, ergibt sich aus Werkstoff, Ausgangszustand und Zielanforderung.
- Lösungsglühen: Fokus auf Gefügehomogenisierung und definierter Ausgangszustand; häufig bei (hoch-)legierten Stählen/Edelstahl relevant.
- Spannungsarmglühen: Fokus auf Spannungsabbau nach z. B. Schweißen, Zerspanen oder Umformen; Temperatur meist unterhalb relevanter Umwandlungsbereiche des Werkstoffs.
- In der Praxis: Je nach Bauteil kann eine Kombination oder Reihenfolge sinnvoll sein – das erfordert eine technische Bewertung.
Für das Lösungsglühen können bei SWF (je nach Anlage und Chargierung) Bauteile bis etwa 900 × 900 × 1500 mm und bis 1500 kg Stückgewicht behandelt werden. Ob das im konkreten Fall passt, hängt zusätzlich von Werkstoff, Geometrie und Spezifikation ab.
- Orientierungswerte: Anlagennutzmaße bis ca. 900 × 900 × 1500 mm; Stückgewichte bis ca. 1500 kg.
- Abkühlung: je nach Anforderung z. B. in Luft oder Gas.
- Wichtig: Für die Machbarkeitsprüfung sind Zeichnung, Abmessungen und Werkstoffdaten erforderlich.
Für eine belastbare Auslegung des Lösungsglühens werden vor allem Werkstoffdaten, Bauteilabmessungen und das Ziel der Wärmebehandlung benötigt. Je genauer Ausgangszustand und Anforderungen beschrieben sind, desto sicherer lässt sich der Prozess planen.
- Werkstoff: Werkstoffbezeichnung bzw. Werkstoffnummer (z. B. 1.4301).
- Bauteil: Zeichnung/Skizze, Abmessungen, Wandstärken und funktionskritische Bereiche.
- Ausgangszustand: z. B. geschweißt, gegossen, geschmiedet, umgeformt oder zerspant.
- Ziel: Homogenisierung, Unterstützung der Korrosionsbeständigkeit, Vorbereitung auf weitere Bearbeitung, definierter Ausgangszustand etc.
- Toleranzen: Anforderungen an Maßhaltigkeit, Formstabilität und Verzug.
- Mengen: Stückzahlen, Serien-/Einzelteil, Terminanforderungen.
- Nachweise: gewünschte Dokumentations- und Prüfanforderungen (falls projektspezifisch relevant).
Leistungsübersicht
Wärmebehandlung



Kontaktieren Sie unsere Spezialisten in der Wärmebehandlung.

